- Курсеви за завариваче
- Заваривање цеви
- Грешке заваривача почетника
- Како одабрати електроде за заваривање
- Паљење лука
- Како заварити шав
- Заваривање вертикалних шавова
- Како заварити хоризонтални шав
- Плафонски шав
- Мере предострожности за електрично заваривање
- Припрема за заваривање
- Савети: како сами научити да кувате са електричним заваривањем
- Техника ручног лучног заваривања. Како кувати заваривањем
- Заваривање
- Полуаутоматско заваривање метала инертним гасом (МИГ)
- Алати и опрема
- Врсте опреме
- Алати и опрема
- Уобичајене почетничке грешке
- Врсте апарата за заваривање
- трансформатор
- инвертера
- Технологија електричног заваривања
- Како запалити лук
- Брзина заваривања
Курсеви за завариваче
Заваривање се може савладати на посебним курсевима. Обука заваривања на њима подељена је на теоријске и практичне вежбе. Можете учити лично или на даљину. Курсеви подучавају технологију заваривања за почетнике и друге важне мудрости. Важна је могућност да на практичној настави под надзором наставника научите како да кувате заваривањем. Ученици добијају представу о расположивој опреми за заваривање, избору електрода, безбедносним правилима.
Можете учити на индивидуалном програму или заједно са групом.Свака опција има своје предности. Приликом индивидуалног учења можете савладати само она знања која вам могу бити од користи у будућности. Али када се учи у групи, постоји прилика да чујете анализу грешака својих колега студената и тако стекнете додатна знања.
Након завршених курсева и положених испита који потврђују стечена знања и практичне вештине, издаје се сертификат о одобреном узорку.
Заваривање цеви
Код електролучног заваривања могуће је направити хоризонтални шав који иде око обима цеви и вертикални који иде са стране, као и горњи и доњи шав. Најпогоднија опција је доњи шав.

Челичне цеви морају бити заварене од краја до краја, уз заваривање свих ивица по висини зидова. Током рада, електрода мора бити постављена под углом од 45 степени - то се ради како би се смањио прилив унутар производа. Ширина шава треба да буде 2-3 мм, висина - 6-8 мм. Ако се заваривање преклапа, онда је потребна ширина већ 6-8 мм, а висина 3 мм.
Непосредно пре почетка рада потребно је извршити припремне поступке:
- Морате очистити предмет.
- Ако су ивице цеви деформисане, онда их поравнајте или одрежите угаоном брусилицом или у обичној брусилици.
- Рубови на којима ће проћи шав морају бити очишћени до сјаја.
Након припреме, можете приступити послу. Неопходно је заварити све спојеве непрекидно, потпуно заваривањем. Спојеви цеви ширине до 6 мм заварују се у 2 слоја, ширине 6–12 мм у 3 слоја и са ширином зида преко 19 мм у 4 слоја. Главна карактеристика је стално чишћење цеви од шљаке, тј.након сваког завршеног слоја потребно га је очистити од шљаке и тек онда кувати нови. Посебно се мора обратити пажња при раду на првом шаву, потребно је истопити све тупости и ивице. Први слој се пажљиво проверава на пукотине, ако постоје, онда се морају растопити или исећи и поново заварити.
Сви наредни слојеви се заварују полаганим окретањем цеви. Последњи слој је заварен са глатким прелазом на основни метал.
Грешке заваривача почетника
Да бисте научили како да кувате са електричним заваривањем, морате узети у обзир главне грешке које почетници праве:
- Пребрзо померање електроде, што доводи до неравног шава.
- Превише споро кретање шава, док се у металу формирају рупе и опекотине.
- Превише неуједначен и раван шав. Главна грешка овде је у углу електроде.
- Квар метала. Ово се дешава зато што није уочен размак од 5 мм између метала и електроде, тј. размак је био премали.
- У супротном, када је јаз превелик, метал не прокључа.
Све горе наведене грешке су само најгрубље. Постоји још много нијанси које се могу разумети само искуством.
Приликом заваривања метала или профила танких зидова потребан је пажљив приступ раду. Танки делови се могу заварити наношењем очишћене електроде и заваривањем директно на њу.
Заваривање обојених метала је упадљиво другачије, јер захтева друге електроде. Такође је потребно посебно заштитно окружење. Сада можете купити универзалне уређаје који кувају скоро сваки метал.
Постоје и полуаутоматски уређаји за рад са металима танких зидова.Његова суштина лежи у таложењу посебне жице.
Како одабрати електроде за заваривање
Електрода је метална шипка која вам омогућава да водите струју до радног предмета који се завари. Постоје различите марке електрода, али за заваривање челика, погодне су конвенционалне електроде за претварач пречника 3 мм. Што је метал дебљи, потребно је изабрати већи пречник електрода за заваривање.

Веома је важно да електроде за обуку заваривања буду квалитетне и, наравно, суве. Када користите влажне електроде, чак је и искусном заваривачу веома тешко да удари лук и задржи га у стабилном стању.
Стога, ако одлучите да научите како да заварите, требало би да користите само висококвалитетни потрошни материјал за ове сврхе.
Паљење лука
Затим морате укључити претварач. Овај најједноставнији поступак за електрично заваривање се изводи укључивањем прекидача. Тренутну вредност треба подесити помоћу регулатора, што је лако видети на предњој плочи јединице. За изабрану електроду је погодна струја од 100 А. Спустите маску и наставите.

Пре свега, морате разрадити вештину паљења лука. Са новом електродом, то се ради једноставним превлачењем преко дела. Запамтите како палите шибице. Ако је електрода већ била у употреби, онда треба да куцају на металну површину. Дешава се да се електрода у рукама почетника залепи за метал. Ово се лако исправља оштрим нагињањем електроде у страну. У случају да није било могуће откинути, потребно је да искључите претварач. Тада ће тачке спајања нестати саме.





Запаљена електрода формира лук за заваривање. Да бисте га одржали, морате научити како одржавати растојање од метала од 3-5 мм.Приликом приближавања може доћи до кратког споја, праћеног лепљењем. Када се удаљите, лук ће нестати.
Како заварити шав
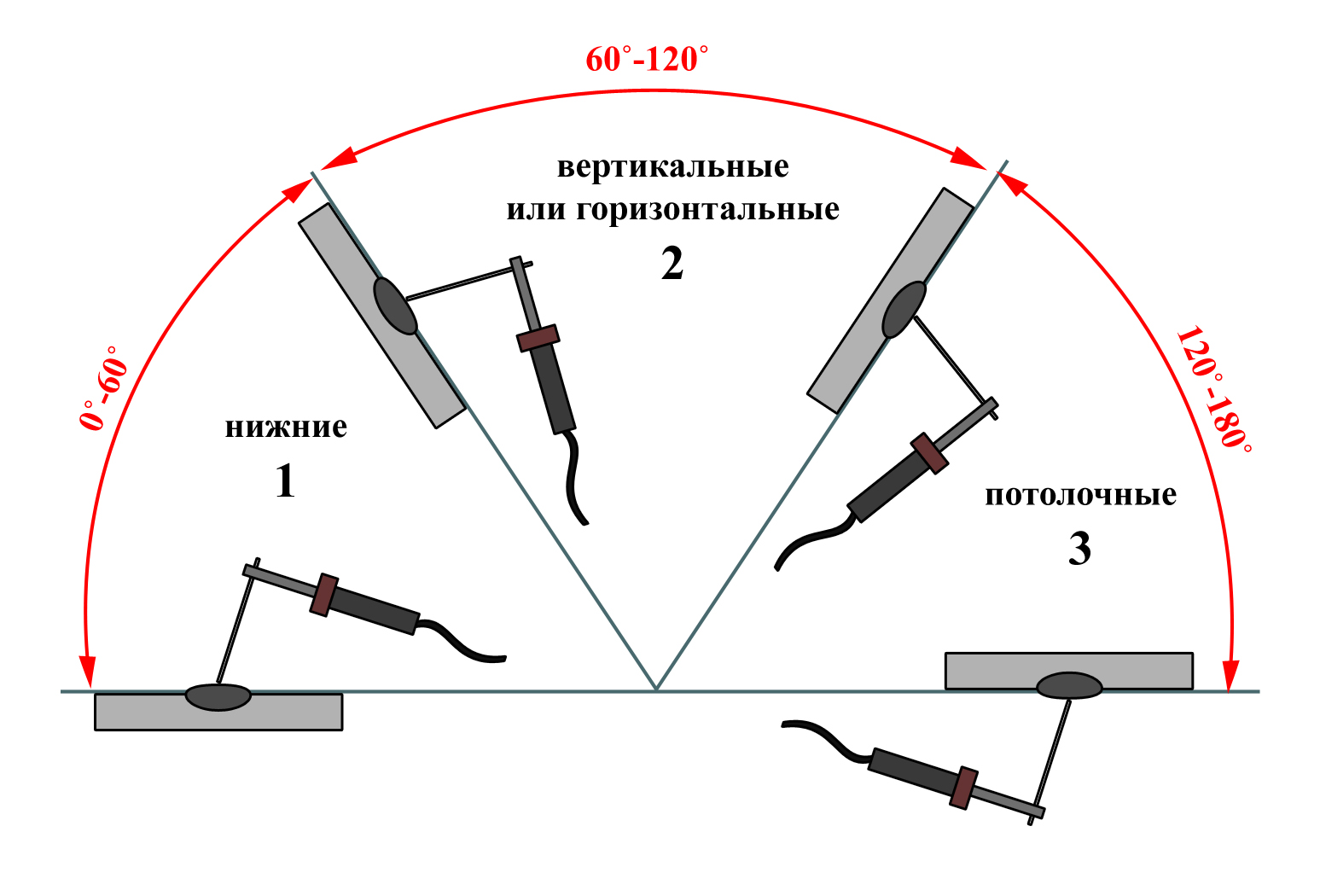
Приликом заваривања у доњем положају не настају потешкоће чак ни за заваривача почетника. Али све друге одредбе захтевају познавање технологије. Свака позиција има своје препоруке. Техника израде заварених спојева сваке врсте је разматрана у наставку.
Заваривање вертикалних шавова
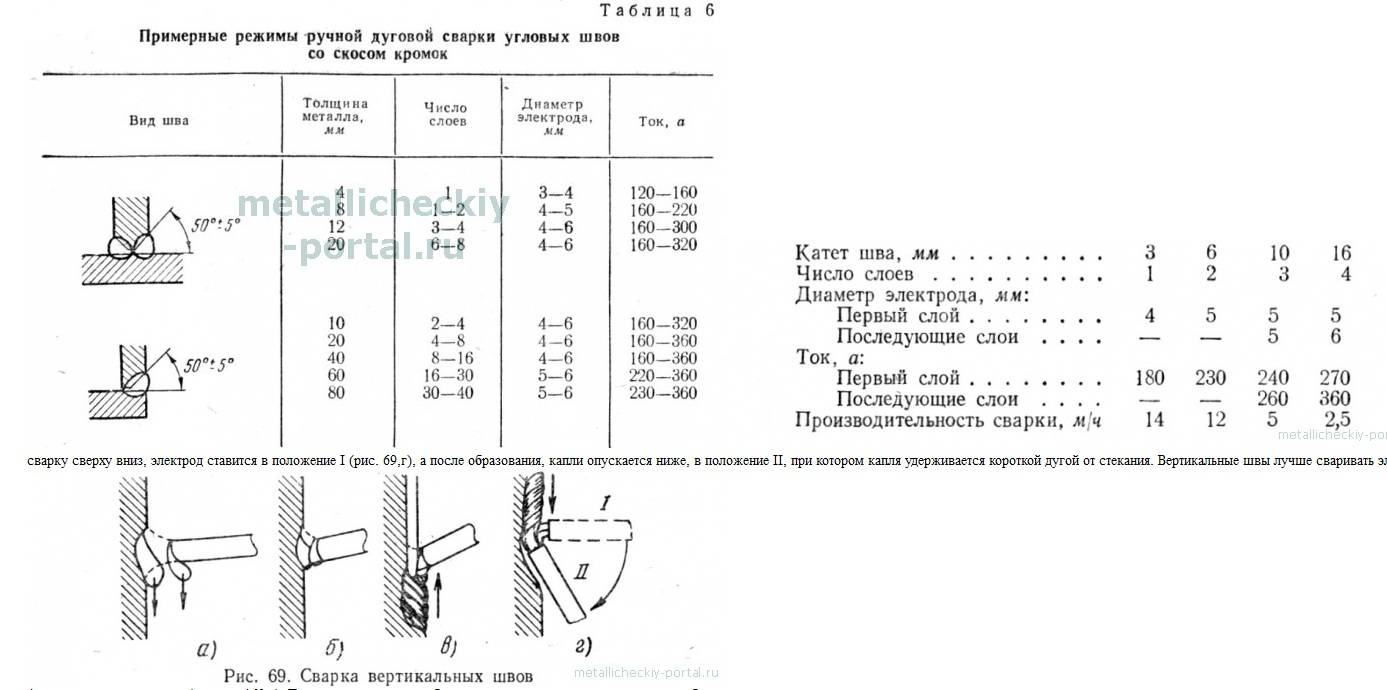
Током заваривања делова у вертикалном положају, растопљени метал клизи надоле под дејством гравитације. Да би се спречило одвајање капљица, користи се краћи лук (врх електроде је ближи базену за заваривање). Неки мајстори, ако електроде дозвољавају (не лепе), углавном их наслањају на део.
Припрема метала (урезивање) се врши у складу са врстом споја и дебљином делова који се заварују. Затим се фиксирају у унапред одређеном положају, повезани са кораком од неколико центиметара кратким попречним шавовима - „чаповима“. Ови шавови не дозвољавају деловима да се померају.
Вертикални шав се може заварити од врха до дна или одоздо према горе. Погодније је радити одоздо према горе: тако лук гура заварени базен нагоре, спречавајући га да се спусти. Ово олакшава израду квалитетног шава.
Како заварити вертикални шав одоздо према горе: положај електроде и могући покрети
Овај видео показује како правилно заварити вертикални шав електричним заваривањем са кретањем електроде одоздо према горе без раздвајања. Такође је демонстрирана техника кратке ролне. У овом случају, покрети електроде се јављају само горе и доле, без хоризонталног померања, шав је скоро раван.
Могуће је повезати делове у вертикалном положају са лучним раздвајањем. За завариваче почетнике ово може бити згодније: током одвајања, метал има времена да се охлади. Овом методом можете чак и поставити електроду на полицу завареног кратера. Лаксе је. Образац покрета је скоро исти као без паузе: са једне на другу страну, са петљама или „кратким ваљком“ - горе и доле.
Како кувати вертикални шав са празнином, погледајте следећи видео. Исти видео туторијал показује утицај тренутне снаге на облик шава. Генерално, струја треба да буде 5-10 А мања од препоручене за дату врсту електроде и дебљину метала. Али, као што је приказано на видео снимку, то није увек тачно и утврђује се експериментално.
Понекад је вертикални шав заварен од врха до дна. У овом случају, приликом покретања лука, држите електроду окомито на површине које се заварују. Након паљења у овом положају, загрејте метал, а затим спустите електроду и кувајте у овом положају. Заваривање вертикалног шава од врха до дна није баш згодно, захтева добру контролу завареног базена, али на овај начин можете постићи добре резултате.
Како заварити вертикални шав електричним заваривањем од врха до дна: положај електроде и кретање њеног врха
Како заварити хоризонтални шав
Хоризонтални шав на вертикалној равни може се извести и с десна на лево и с лева на десно. Нема разлике, коме је згодније, он тако кува. Као и код заваривања вертикалног шава, купка ће имати тенденцију да се спусти. Због тога је угао нагиба електроде прилично велики. Одабире се у зависности од брзине кретања и тренутних параметара.Главна ствар је да купка остане на месту.
Заваривање хоризонталних шавова: положај и кретање електроде
Ако метал тече надоле, повећајте брзину кретања, мање загревајући метал. Други начин је да направите прекиде лука. Током ових кратких интервала, метал се мало хлади и не оцеђује. Такође можете мало смањити струју. Само се све ове мере примењују у фазама, а не одједном.
Видео испод показује како правилно заварити метал у хоризонталном положају. Други део видеа о вертикалним шавовима.
Плафонски шав
Ова врста завареног споја је најтежа. Захтева високу вештину и добру контролу завареног базена. За извођење овог шава, електрода се држи под правим углом у односу на плафон. Лук је кратак, брзина кретања је константна. Изводите углавном кружне покрете који проширују шав.








Мере предострожности за електрично заваривање
Електрично заваривање метала је праћено не само ослобађањем топлоте, варницама итд. Ако се њиме неправилно рукује, лако можете добити струјни удар.
Стога, пре него што први пут ухватите држач електроде, испуните неколико следећих захтева:
- Заштитите очи. За ове сврхе постоје посебне маске за завариваче или њихове претходнике, штитници са светлосним филтерима;
- Обавезно радите у комбинезону, мора бити од негоривих материјала, руке и ноге морају бити покривене;
- Користите гумиране ципеле и рукавице, хеланке за завариваче. На овај начин минимизирате ризик од струјног удара.
Не смемо заборавити да је електрично заваривање, између осталог, опасно и струјним ударом. Због тога је немогуће кувати заваривањем на улици када чак пада и слаба киша. Такође, не можете кувати у контејнерима од горива, гаса итд.Увек носите гумирани комбинезон да бисте заштитили руке и ноге.

Данас се за заваривање у домаћинству најчешће користе инвертори. Ово су лагани и мобилни уређаји који могу заварити челик, ливено гвожђе и нерђајући челик.
Припрема за заваривање
Обука електричног заваривања је практичан процес који захтева одређену обуку. Пре свега, морате водити рачуна о безбедности. Рад заваривача је прилично опасан:
- Могућност опекотина од прскања растопљеног метала;
- Тровање токсичним секретима на високим температурама;
- Могућност струјног удара;
- Повреда ока ако се не носе заштитне наочаре.

Прави избор опреме и опреме за електро заваривање је кључ безбедног процеса. За радове заваривања требаће вам:
Одело од густе тканине, потпуно покрива тело, руке и ноге;
За заштиту очију могу се користити посебне наочаре, али препоручујемо да обратите пажњу на маске. Они ће такође заштитити лице и сигурнији су у процесу заваривања;
Квалитетна опрема за заваривање;
електроде;
Канта воде за отклањање могућих пожара;
Право место за заваривање
Пожељно је остати на отвореном и уклонити све запаљиве предмете у близини.
Модерно тржиште представља широк избор електричних апарата за заваривање, чија се разноликост своди на три главна типа:
- Трансформатор који претвара наизменичну струју за заваривање. Ова врста апарата за заваривање често не даје стабилан електрични лук, али једе много напона;
- Исправљач се претвара у једносмерну струју из потрошачке мреже.Ови уређаји омогућавају да се добије електрични лук високе стабилности;
- Инвертер вам омогућава да претворите струју из кућне мреже у једносмерну струју за заваривање. Ове јединице се одликују лакоћом паљења лука и високим перформансама.
Заваривање за почетнике: видео туторијали - гледајте и научите нијансе.
Почетницима се саветује да бирају електроде као што су чврсте шипке које су обложене потрошним саставом. Почетком заваривачу ће бити лакше да направи равномеран шав са таквим електродама. Величина шипки за почетника је 3 мм.
Савети: како сами научити да кувате са електричним заваривањем
Сасвим је могуће самостално заварити металну конструкцију за 1 дан ако знате колико је електрода потребно, које требате користити и под условом да производ није превелик.
И шта још треба да имате на уму да бисте научили како да кувате сами:
За заваривача је важно не само да правилно ради, већ и да научи основе, посебно који начин рада је потребан за одређени материјал, пошто метал може бити челик, легуре или тканине као што је боја метала. .
Обавезно проучите методе помоћу којих можете направити одређени шав.
Неопходно је правилно приступити избору електрода и жице за заваривање.
Ако у почетку није потребно да постанете професионалац највише категорије, онда можете сами научити заваривање ако гледате видео туторијале, цртеже са шавовима, а такође проучавате савете професионалаца. Обука ће бити дуга, али вероватно продуктивна, посебно ако постепено покушавате да производите шавове, повећавајући количину радног искуства.

Многи људи више воле да користе ресант, јер техника може издржати дуга оптерећења, што вам омогућава да брзо приведете ствар до краја. При првим покушајима рада са заваривањем, боље је користити прави инвертер, а тек онда, са великим искуством, могуће је са било којим другим уређајем. Што се тиче електрода, препоручљиво је изабрати "3". Једноставни су за употребу, а што је најважније, не преоптерећују електричну мрежу.
Генерално, опрема за заваривање је подељена на типове - трансформатор, исправљач, инвертер. Зашто популарност остаје иза инвертера? Они су компактни, лагани и веома лаки за руковање за почетнике. На првим корацима учења заваривања, вреди узети једноставније врсте метала и пожељно чак и елементе како не би компликовали задатак.






Пре заваривања, потребно је да припремите:
- Канта са водом;
- Чекић за бушење шљаке;
- гвоздена четка;
- Маска која штити подручје лица и врата;
- Рукавице од посебне тканине импрегниране композицијом за спречавање паљења и сагоревања платна;
- Специјална одећа са дугим рукавима.
Не заборавите да је заварени посао опасан од пожара, па је зато строго забрањено бити у близини запаљивих или запаљивих предмета како би се искључиле озбиљне последице.
Техника ручног лучног заваривања. Како кувати заваривањем
Пре него што пређемо на практичне вежбе, желео бих да вас подсетим још једном на мере предострожности. У близини места рада нема дрвених радних столова и запаљивих материјала. Обавезно ставите посуду са водом на радно место. Будите свесни опасности од пожара.
Да бисмо схватили како правилно заварити заваривањем, представљамо вам детаљна упутства и видео снимак процеса заваривања.
Прво покушајте да ударите лук и задржите га потребно време. Да бисте то урадили, следите наш савет:
- Користећи металну четку, потребно је очистити површине делова који се заварују од прљавштине и рђе. Ако је потребно, њихове ивице се прилагођавају једна другој.
- Најбоље је да научите како правилно кувати електричним заваривањем једносмерном струјом, па спојите "позитивни" терминал на део, уградите електроду у стезаљку и подесите потребну јачину струје на апарату за заваривање.
- Нагните електроду у односу на радни предмет под углом од око 60° и полако је пређите преко металне површине. Ако се појаве варнице, подигните крај шипке за 5 мм да бисте запалили електрични лук. Можда нисте успели да добијете варнице због слоја премаза или шљаке на ивици електроде. У том случају, тапкајте део врхом електроде, као што је предложено у видео снимку о томе како правилно заварити електричним заваривањем. Лук који се појављује се одржава са размаком од 5 мм током читавог процеса заваривања.
- Ако се лук пали веома невољко, а електрода се све време држи за металну површину, повећајте струју за 10-20 А. Ако се електрода заглави, протресите држач с једне на другу страну, можда чак и силом.
- Запамтите да ће шипка стално изгорети, тако да ће само одржавање размака од 3-5 мм омогућити да задржите стабилан лук.
Научивши како да ударите лук, покушајте да полако померате електроду према себи, док правите покрете амплитудом од 3-5 мм са једне на другу страну.Покушајте да усмерите растоп са периферије ка центру завареног базена. Након заваривања шава дужине око 5 цм, уклоните електроду и оставите делове да се охладе, а затим ударите чекићем по споју да бисте срушили шљаку. Исправан шав има монолитну таласасту структуру без кратера и нехомогености.
Чистоћа шава директно зависи од величине лука и правилног кретања електроде током заваривања. Погледајте видео о томе како кувати заваривањем, снимљен помоћу заштитних филтера. На таквим видео снимцима можете јасно видети како одржавати лук и померати електроду да бисте добили висококвалитетни шав. Можемо дати следеће препоруке:
- Потребна дужина лука одржава се транслаторним кретањем штапа дуж осе. Током топљења, дужина електроде се смањује, тако да је потребно стално приближавати држач са шипком делу, посматрајући потребан зазор. То је оно што је наглашено у бројним видео записима о томе како да научите да кувате.
- Уздужно померање електроде ствара таложење такозваног филаментног ваљка чија је ширина обично 2-3 мм већа од пречника шипке, а дебљина зависи од брзине кретања и јачине струје. Ваљак навоја је прави узак завар.
- Да би се повећала ширина шава, електрода се помера преко своје линије, вршећи осцилаторне повратне покрете. Ширина шава зависиће од величине њихове амплитуде, па се величина амплитуде одређује на основу специфичних услова.
Процес заваривања користи комбинацију ова три покрета за формирање сложене путање.
Након прегледа видеа о томе како заварити електричним заваривањем и проучавања дијаграма таквих путања, можете схватити који се од њих може користити за преклапање или чеоно заваривање, са вертикалним или плафонским распоредом делова итд.
Током рада, електрода ће се пре или касније потпуно истопити. У овом случају, заваривање се зауставља и шипка у држачу се замењује. За наставак рада, шљака се обара и запаљује лук на удаљености од 12 мм од кратера који се формира на крају шава. Затим се крај старог шава спаја са новом електродом и рад се наставља.
Заваривање
Ручно лучно заваривање се широко користи у свим секторима националне привреде иу свакодневном животу за спајање елемената металних конструкција. Његова карактеристична својства у поређењу са другим врстама заварених спојева су:
- Релативно ниска цена апарата за заваривање и потрошног материјала, који су електроде.
- Добијање висококвалитетних заварених спојева уобичајених врста метала, укључујући нерђајуће легуре.
- Могућност извођења заваривачких радова на многим тешко доступним местима - то је олакшано малом тежином и лакоћом повезивања опреме на струју.

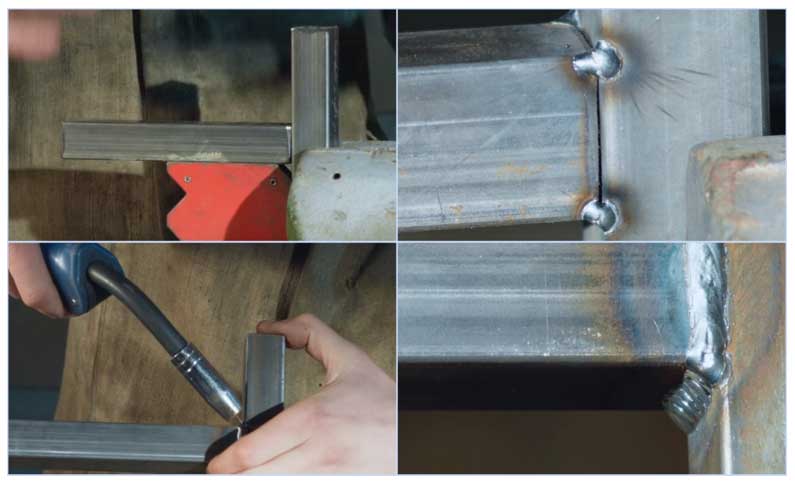
Пиринач. 7 Заваривање танке профилне цеви - врста шавова
Извођење радова помоћу електролучног заваривања састоји се од следећих корака:
- Крајеви цеви се припремају за заваривање, за то се чисте од рђе, након чега се празнине постављају на потребну удаљеност да се шав попуни металом из растопљене електроде, често се за то користе посебни уређаји.
- Апарат за заваривање је укључен, подешавајући потребну струју према уграђеном индикатору, електрода се убацује у држач повезан са апаратом за заваривање, други крај је фиксиран на цеви.
- Положај делова који се заварују један у односу на други се фиксира тачкастим заваривањем (чеповима), након чега се врши електрично заваривање помоћу заштитне одеће, маске и рукавица заваривача.
- На крају рада, каменац се обара и шав се чисти металном четком.
Полуаутоматско заваривање метала инертним гасом (МИГ)
Захваљујући савременим технологијама, постало је могуће заварити профилне производе на најједноставнији начин у домаћим условима, што не захтева много искуства и дугогодишњу обуку за заваривача.
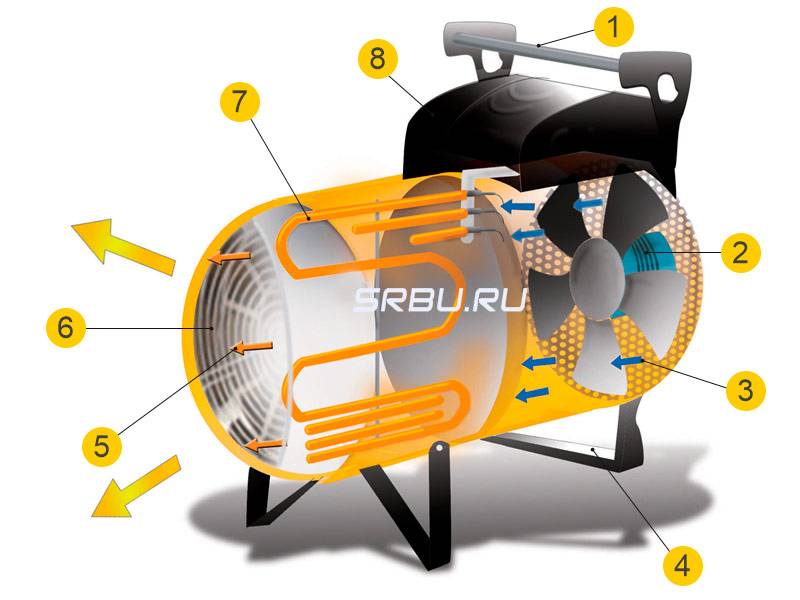
Пиринач. 8 Како МИГ ради
Полуаутоматско заваривање инертним гасом (МИГ) је еволутивни корак у развоју конвенционалног електролучног заваривања, у поређењу са којим има следеће предности:
- Уместо електроде, специјална жица пречника од 0,6 до 1,2 мм се аутоматски доводи у заварени базен кроз горионик, намотана у колутове - ово аутоматизује процес и смањује време за замену електрода.
- Заједно са жицом, инертни гас (обично мешавина угљен-диоксида и аргона) се доводи у горионик кроз рукав за заваривање - то спречава стварање шљаке и побољшава квалитет завара.
Захваљујући овој технологији, полуаутоматско заваривање има следеће предности у односу на машине са електричним луком:
- Омогућава заваривање танких радних комада дебљине 0,5 мм.
- Кува челик, нерђајући челик, ливено гвожђе, алуминијум и обојене метале.
- Приликом извођења радова нема шљаке и практично нема дима - ово је мање штетно за здравље, побољшава квалитет шава у поређењу са методама електричног лука.
Недостаци МИГ-а су гломазност (потребни су масивни гасни цилиндар и систем за довод жице до горионика) и немогућност рада у јаким ветровима који издувају гас из зоне заваривања.
Пиринач. 9 Заваривање танкозидних профилних цеви у окружењу инертног гаса
Алати и опрема
Техника ручног лучног заваривања је релативно једноставна и изводи се помоћу специјализоване опреме и електрода. Такође ће вам требати помоћни алати и заштитна опрема.





Врсте опреме
Постоје три врсте уређаја који се могу користити за електролучно заваривање уради сам:
- трансформатори. Принцип рада таквих уређаја заснива се на наизменичној струји. Треба напоменути да су прилично тешки, способни да изазову нагле промене напона у општој електричној мрежи и веома су бучни. Прилично је тешко направити равномеран шав на трансформатору, то могу учинити само искусни заваривачи. Али ако су мајстори почетници обучени за електролучно заваривање уз употребу трансформатора, онда ће бити много лакше радити са другом опремом;
- исправљачи. Рад уређаја обезбеђују полупроводничке диоде. Јединице овог типа претварају наизменичну струју у једносмерну. Ово су свестрани уређаји. Готово све електроде су погодне за њих и заваривање се може вршити на различитим металима. У поређењу са трансформатором, процес заваривања је много лакши и стабилност лука се одржава;
- инвертера. Раде скоро нечујно. Једноставан за употребу због компактности и система аутоматског подешавања.Током рада, уређај производи једносмерну струју велике снаге претварањем наизменичне струје.
Међу свим уређајима, претварачи се сматрају најбољим. Они стварају стабилан лук чак и током напона и мултифункционални су.
Алати и опрема
Пре заваривања електролучним заваривањем, прво морате припремити личну заштитну опрему и алате:
- апарат за заваривање и електроде за њега. Они који тек уче вештине заваривања требало би да припреме више електрода;
- помоћни алати. Техника лучног заваривања укључује уклањање шљаке која је настала током заваривања, а за то су вам потребни чекић и четка за метал;
- заштитна одећа. Немојте започети заваривање без посебне маске, рукавица и заштитне одеће од густих материјала. Не вреди занемарити таква средства, јер од њих зависи људска безбедност.
Ако први пут радите са уређајем и желите да научите како да правилно заварите ручним лучним заваривањем, препоручује се да унапред припремите металне елементе за обуку.
Уобичајене почетничке грешке
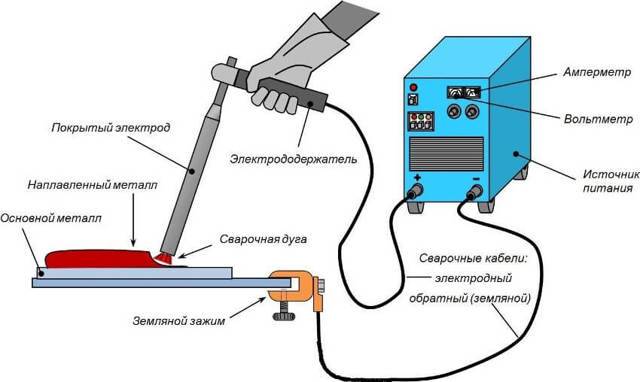
Шема електролучног заваривања.
Уобичајено је да заваривачи почетници праве грешке у вези са непознавањем основа у вези са употребом опреме за заваривање. На пример, почетници можда не знају како да изаберу тачан поларитет за заваривање са инвертером, што ће довести до лошег формирања везе или чак до прогоревања дела.
Могу се разликовати следеће главне грешке:
- занемаривање мера предострожности;
- погрешан избор апарата за заваривање;
- употреба неквалитетних или неприпремљених електрода;
- рад без пробних шавова.
За почетнике, једну особину треба посебно напоменути ако кувате Ресант заваривањем. Ова опрема је веома популарна, али има кратке прикључне каблове, што може бити незгодно за коришћење.
Врсте апарата за заваривање
На тржишту постоји велики број модела апарата за заваривање разних врста.
Од свих њихових разноликости:
- трансформатори;
- исправљачи;
- претварачи;
- полуаутоматски;
- аутоматске машине;
- плазма;
У кућној радионици најчешће се користе трансформатори због своје јефтиности, а претварачи због једноставности и лакоће употребе. Остало захтева или посебне услове за рад, оствариве само у производњи, или посебну обуку и дуготрајно стицање вештина.
трансформатор
Уређај таквих уређаја је изузетно једноставан - то је моћан трансформатор за смањење, у чијем је секундарном намотају укључено радно електрично коло.

машина за заваривање трансформатора
Предности трансформатора:
- непретенциозност;
- преживљавање;
- једноставност;
- јефтиноћа.
Недостаци
- веома велика тежина и димензије;
- ниска стабилност лука;
- рад са наизменичном струјом;
- изазива ударе струје.
Такав апарат захтева вештину и велико искуство од заваривача. За подучавање заваривача почетника како правилно заварити, није погодно.
инвертера
Инвертерски уређај има много сложенији дизајн. Инвертерска јединица више пута претвара улазни мрежни напон, доводећи своје параметре на потребне. Због трансформације високофреквентне струје, димензије и тежина трансформатора су вишеструко мање.

инвертер
Предности претварача:
- мала тежина и димензије;
- стабилизовани напон и струја у колу;
- додатне функције против лепљења и врућег старта;
- могућност финог подешавања параметара струје и лука;
- не изазива ударе напона у напојној мрежи.
Инвертер такође има недостатке:
- висока цена;
- ниска отпорност на мраз.
Учење како правилно кувати најбоље је започети са инвертером. Стабилност параметара лука и додатне карактеристике које олакшавају покретање и спречавају „лепљење“ омогућиће почетнику да се фокусира на шав и брзо савлада технологију.



Технологија електричног заваривања
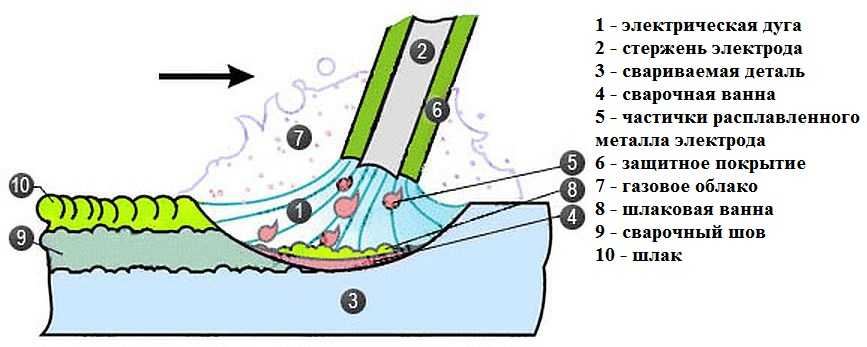
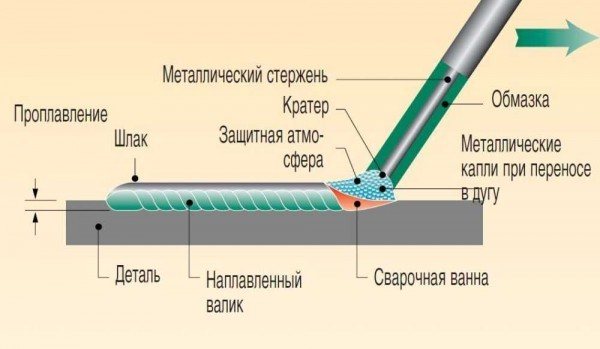
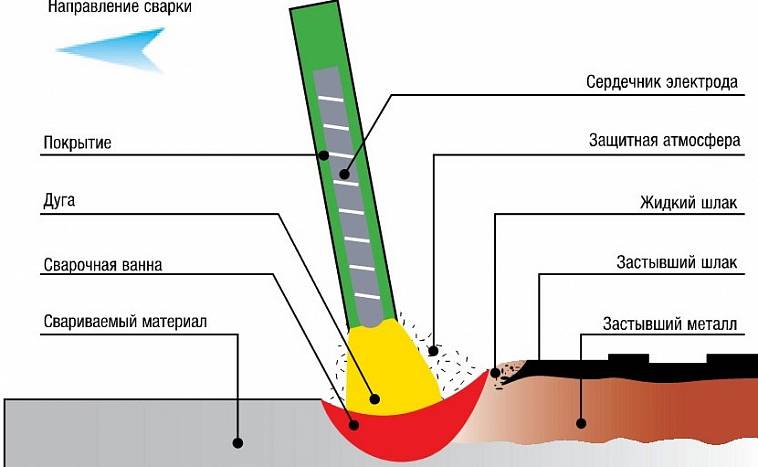
Електрично заваривање је процес који настаје под утицајем високих температура, изнад топљења метала. Као резултат заваривања, на површини метала се формира такозвани заварени базен, који је испуњен растопљеном електродом, чиме се формира заварени шав.
Дакле, главни услови за спровођење електричног заваривања су запаљење електродног лука, топљење метала на радним предметима који се заварују и пуњење базена за заваривање њиме. Чини се, у свој једноставности, неспремној особи је веома тешко то учинити. Прво, морате разумети колико брзо електрода гори, а то зависи од њеног пречника и јачине струје, а такође можете разликовати шљаку током заваривања метала.
Поред тога, потребно је одржавати уједначену брзину и правилно кретање електроде током заваривања (с једне на другу страну), тако да завар буде гладак и поуздан, способан да издржи оптерећења ломљења.
Како запалити лук
Почетак развоја електричног заваривања треба да буде са исправним паљењем лука.Обуку је најбоље обавити на непотребном комаду метала, али не би требало да буде зарђао, јер ће то озбиљно компликовати задатак и може збунити почетника заваривача.
Постоје два једноставна начина за покретање лука:
- Брзим додиривањем електроде на површини радног предмета и повлачењем на растојање од 2-3 мм. Ако подигнете електроду са метала изнад, лук може нестати или постати превише нестабилан;
- Ударите електродом по површини радног предмета који се завари, као да палите шибицу. Неопходно је врхом електроде додирнути метал и повући га 2-3 цм по површини (према месту заваривања) док се лук не упали.
Други начин паљења лука је најпогоднији за почетнике електричне завариваче, јер је најједноставнији. Такође, краткотрајно вођење на металу загрева електроду, а онда постаје много лакше кувати са њом.
Након паљења лука, треба га држати што ближе површини радног предмета, на растојању не већем од 0,5 цм.Осим тога, ово растојање мора бити приближно исто све време, иначе ће завар бити ружан и неуједначен.
Брзина заваривања
Брзина електроде зависи од дебљине метала који се завари. Сходно томе, што је тањи, то је већа брзина заваривања, и обрнуто. Искуство у томе ће доћи с временом, када научите како да запалите лук и почнете да кувате мање-више. На сликама испод приказани су илустративни примери помоћу којих можете разумети којом брзином је заваривање обављено.
Ако полако, онда се шав за заваривање испостави да је дебео, а његове ивице су снажно растопљене.Ако се, напротив, електрода вози пребрзо, онда је шав слаб и танак, као и неуједначен. При правилној брзини заваривања, метал у потпуности испуњава заварени базен.
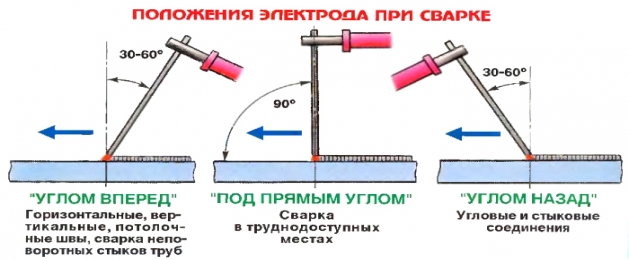
Поред тога, када се бавите заваривањем, потребно је да пратите тачан угао електроде у односу на површину метала. Угао треба да буде приближно 70 степени и може се променити ако је потребно. У току формирања вара, кретање електроде може бити уздужно, транслаторно и осцилаторно, са једне на другу страну.
Свака од ових техника вођења електрода вам омогућава да постигнете жељени шав, смањите или повећате његову ширину, а такође и промените неке друге параметре.