
- Алати за савијање цеви
- плоча за савијање
- Савијање трна
- Апликација за савијање профила
- Савијање са или без домаће опреме
- Помоћне методе за савијање цеви
- Шта се може савијати, а шта не
- Избор правог алата
- Класификација савијача цеви
- Технологија савијања цеви
- Једноставни начини савијања цеви
- Ручно савијен
- Користећи врућу методу
- Користимо пунила - песак и воду
- Метода топлотне обраде
- Радијуси савијања цеви
- Радијуси савијања цеви
- Како радити са савијачем цеви код куће
Алати за савијање цеви
Питање како савијати цев без савијача цеви неће изазвати потешкоће ако користите најједноставније уређаје за обављање ове операције. Хладно савијање цеви можете извршити помоћу следећих уређаја.
- У случајевима када је потребно савијати меку (алуминијумску) или челичну цев са висином профила не више од 10 мм, користи се хоризонтална плоча са рупама, у које се убацују граничници - металне игле. Уз помоћ ових игле, производи се савијају према потребним параметрима. Ова метода има два озбиљна недостатка: ниску тачност савијања, као и чињеницу да је приликом употребе потребно применити значајан физички напор.
- Производи са висином профила од 25 мм најбоље се савијају помоћу ваљкастих учвршћења. Цев је сигурно причвршћена у шкрипцу, а на њен део који треба да се савије помоћу посебног ваљка примењује се сила. Овај уређај вам омогућава да добијете боље савијање, али такође захтева примену физичког напора.

Опција, како кажу, у журби. Дуга полуга овог изузетно једноставног уређаја омогућава вам да се носите са прилично дебелим цевима.
За формирање кривине са великим радијусом закривљености на челичним или алуминијумским валовитим цевима користе се фиксни заобљени шаблони, на које се постављају посебне стезаљке за фиксирање производа. На таквом уређају, цев се такође савија ручно, са силом која је поставља у жлеб шаблона, чији облик тачно одговара потребном радијусу савијања.

Шперплоча и металне спајалице су све што вам је потребно да направите шаблон за савијање
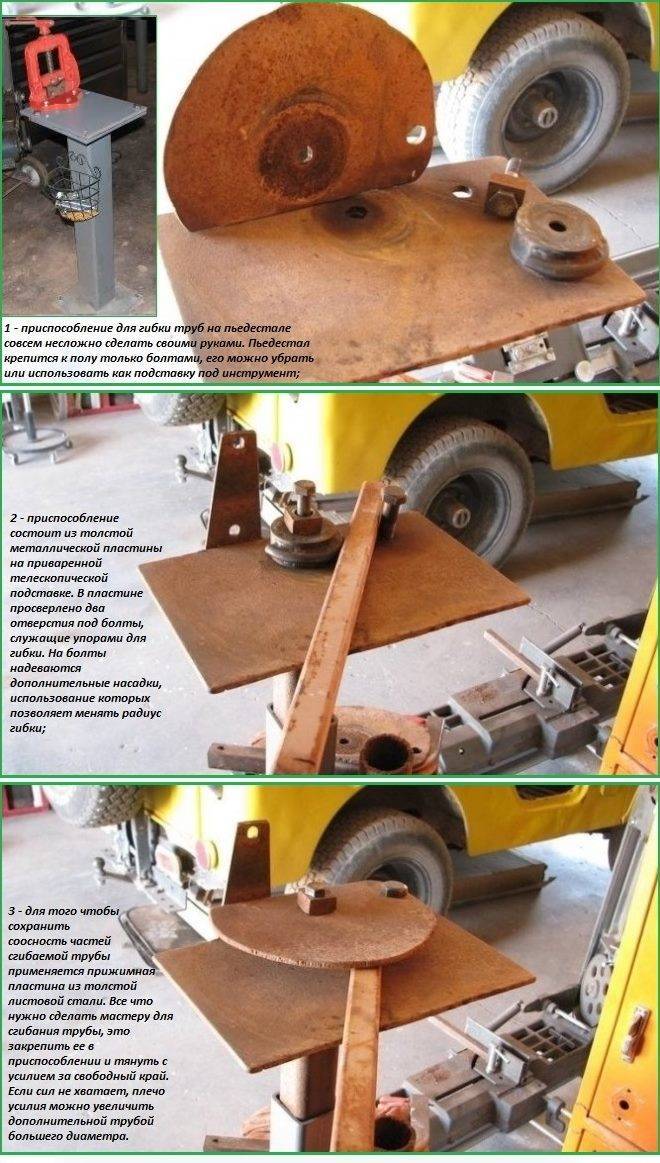
плоча за савијање
Да бисте ефикасно савијали челичне или алуминијумске цеви код куће, можете направити надограђену плочу за савијање користећи следеће смернице.
- Улогу такве плоче игра панел, који је исечен од лима велике дебљине.
- Овако направљена плоча је заварена на сталак, који се поставља на посебно постоље.
- У панелу су избушене две рупе неопходне за уградњу вијака који служе као граничници за профилну цев.
- На једном од зауставних вијака уграђена је посебна млазница, помоћу које се подешава радијус савијања.
- Да би се осигурало поравнање делова цеви поред кривине, метална плоча је постављена изнад радног комада, причвршћена вијцима.
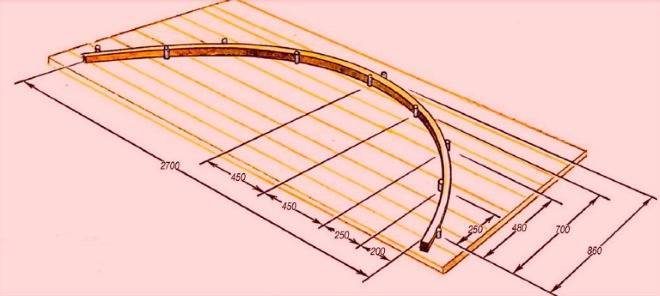
Савијање трна
За савијање производа профилних цеви код куће, чија висина зида не прелази 25 мм, може се направити посебан трн. За ове сврхе, боље је користити укупни радни сто, на чијој површини ће бити довољно простора за такав уређај. Да бисте изабрали оптималну локацију елемента који фиксира савитљиву цев, на једном крају радног стола се праве рупе које се често налазе. За обезбеђивање потребног радијуса савијања валовите цеви одговоран је посебан шаблон, који се може направити од дебеле шперплоче или металног угла ако ћете га често користити.
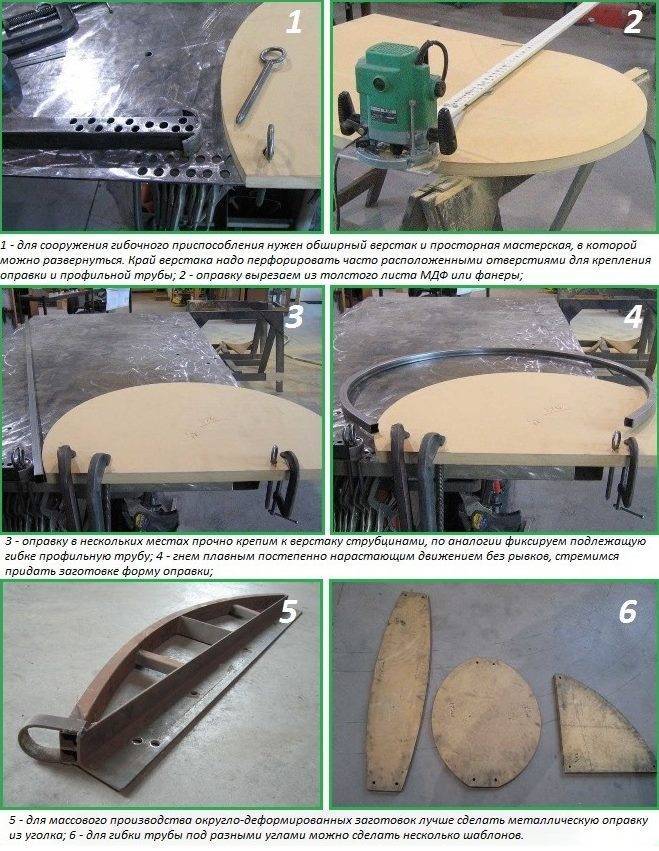
Апликација за савијање профила
Наравно, ако имате значајну количину посла на савијању профилних цеви, боље је направити посебну машину за ово, чије је цртеже лако пронаћи на Интернету. Овде нећемо анализирати ово питање, јер се оно више него детаљно разматра у чланцима на линковима испод.

Не можете без такве машине чак и ако требате савијати цеви са великим профилом. Главна радна тела такве машине, коју карактерише широка свестраност, су три ролне, од којих су два фиксирана непомично, а променом положаја трећег, подешава се радијус савијања производа. Као погон за такав уређај користи се ланчани погон и ручка коју ротира оператер.
Закривљене цеви могу бити потребне приликом постављања уређаја за грејање, водовода, приликом постављања цевовода у кућу итд. Ако нисте купили потребне комаде цеви које су већ савијене, можете их сами савијати код куће.Једина ствар која може поћи наопако је савијање цеви према унутра и њено кидање, јер приликом савијања метала производа он истовремено доживљава и компресију и напетост. А да се то не би догодило, морате се придржавати следећих савета.
Савијање са или без домаће опреме
Ова опција је уобичајена, јер је дизалица веома популаран алат који већина возача има. Савршен је за савијање ваљаног метала код куће. По принципу рада, овај метод је сличан савијачу цеви за самострел. Цев је фиксирана на три тачке, од којих су две граничници, а трећа је шипка дизалице.
Коришћење угаоне брусилице (брусилице) за савијање профилних цеви
Ова метода ради са профилом правоугаоног пресека. Направљено је неколико резова дуж три зида, четврти остаје нетакнут. Због појаве резова, цев се лако савија, након чега се резови заварују и полирају.







![§ 29. Савијање цеви [1980 Макиенко Н.И. - општи водоинсталатерски курс]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Домаћи савијач цеви са ваљцима
Одличан за добијање кривине великог пречника на профилној цеви. Погодно је да савијају, на пример, цев за стакленике. Комад метала је причвршћен на ваљке, притиснут и ваљан. Затим се поново стегне, и поново котрља. Резултат је велики равномерни радијус савијања.
Помоћне методе за савијање цеви
Пуњење
У цев се поставља пунило за попуњавање унутрашњег простора. У овом случају, крајеви су чврсто затворени, за ово можете користити заваривање. Употреба пунила вам омогућава да "поправите" унутрашњи волумен.Приликом савијања избегавајте појаву "таласа", "набора" на унутрашњој страни угла и учините савијање глаткијим. Често се као пунило бира чисти кварцни песак.
Топлота. Повећање дуктилности метала током савијања
Загрејани метал постаје мекши, што је већа његова температура. Металне цеви се загревају гасним горионицима, индукционим грејањем, као и било којом другом доступном методом. Температура грејања зависи од метала. Нисколегирани и обични стандардни челик се загрева до ~500 степени Целзијуса.
Користећи ове методе, можете савијати металну цев сопственим рукама код куће без употребе специјализоване опреме и добити добре резултате.
Шта се може савијати, а шта не
Многи сународници се питају да ли је могуће савијати полипропиленске цеви и како то учинити исправно ().
Размотрите који материјали су подложни механичкој деформацији без штете по каснији рад, а који нису.
Могуће је савијати скоро све металне производе, укључујући алуминијумске, бакарне и челичне цеви различитих пречника. Теже је променити конфигурацију нерђајућег челика и сличних тврдих легура.
За исправну деформацију свих метала без изузетка потребна је посебна машина за савијање цеви. Употреба посебне машине не само да ће осигурати оптималан квалитет савијања, већ ће вам омогућити да извршите задатак уз минималан физички напор.
Неки водоинсталатери, да би уштедели арматуре, загревају полипропилен индустријским феном за косу и савијају га до потребног облика.То је непрактично учинити, јер ће због деформације у комбинацији са загревањем, закривљена пластична цев имати неуједначену дебљину зида на спољашњем и унутрашњем радијусу.
Као резултат тога, рад изграђеног водовода ће бити краткотрајан, јер ће се под притиском течног медија временом појавити пукотине у танком зиду.
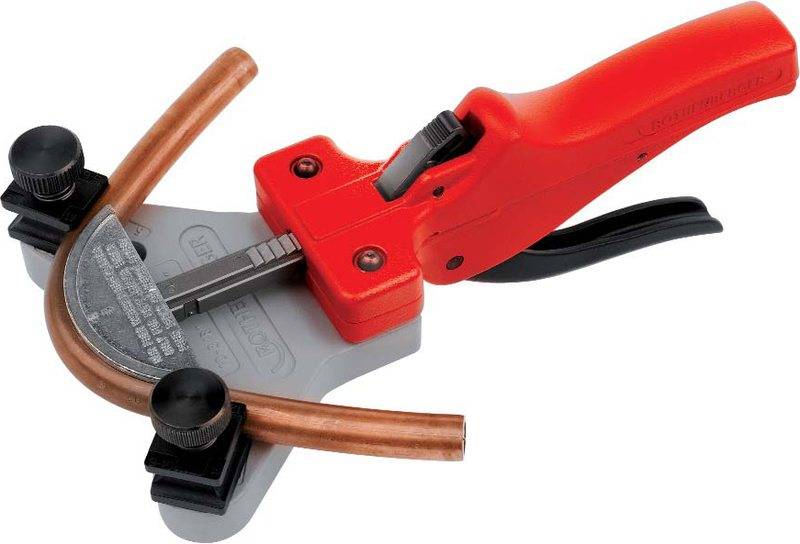
Избор правог алата
Опруга је ефикасан алат за рад са метал-пластиком. Опруге на тржишту су две врсте: спољашње и унутрашње. Обе врсте алата одликују се приступачном ценом. Алат се мора одабрати према спољашњем или унутрашњем пречнику цеви.
Уређај је направљен од полираног челика. Глатка површина намотаја вам омогућава да уклоните опругу из савијене цеви. Употреба опруге омогућава да се обезбеди исти пречник попречног пресека у целој кривини.
Савијач цеви је широк спектар машина или уређаја дизајнираних да деформишу ваљани метал, узимајући у обзир потребан угао и радијус савијања. Уређаји се активно користе у изградњи цевовода за различите намене различитих конфигурација и величина.
Класификација савијача цеви
Сви савремени савијачи цеви испуњавају следеће захтеве:
- могућност савијања под углом до 180 степени;
- способност рада са цевима од различитих материјала, укључујући алуминијум, бакар, челик и полимерне композиције.
Таква опрема, према врсти погона који се користи, подељена је у следеће категорије:
- Ручне модификације
, по правилу се примењују за рад са цевима малог пречника.Уређај се покреће огрлицом, на коју се примењује значајан мишићни напор. - Хидрауличне модификације
је најбољи избор за рад са цевима чији пречник не прелази 3 инча. Рад хидрауличних уређаја омогућава вам да радите са цевима без прекомерног физичког напора. На тржишту постоје мобилни и стационарни хидраулички савијачи цеви. - Електромеханичке модификације
представљен на тржишту са универзалним уређајима дизајнираним за извођење савијања високе прецизности. Главна предност таквих савијача цеви је могућност рада са танкозидним ваљаним металом без опасности од оштећења.
Према начину савијања и конфигурацији радног дела, алат може бити:
Самострел
, где се као деформишући елемент користи заменљиви метални калуп за вођење, који се бира за одређени пречник цеви.

Сегмент
, где се ваљани метал вуче посебним сегментом који обавија цев око себе.

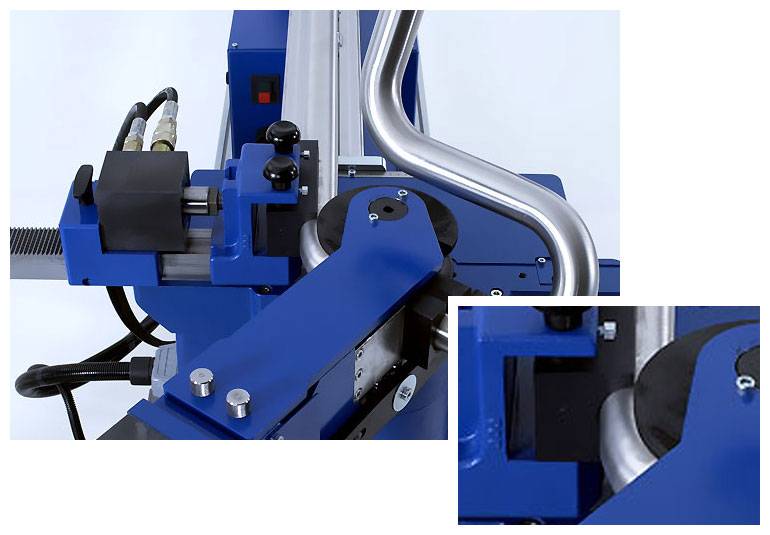
На фотографији - машина са трном
Дорнов
, где се рад са ваљаним металом изводи и са спољашње и са унутрашње стране цеви. Ова карактеристика омогућава да се уређај користи за промену конфигурације цеви са танким зидовима без опасности од пуцања метала или наборања дуж унутрашњег пречника.








Технологија савијања цеви
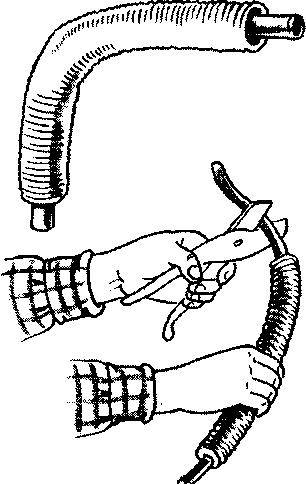
Упутство за промену конфигурације цеви помоћу спољне опруге је следеће:
- Опруга се ставља на метал-пластику;
- Затим се цев ухвати са обе руке на удаљености од 20 цм од опруге и савије се док се не добије жељени угао;
- Након што се добије жељени угао, опруга се ротира око своје осе и уклања се.

Употреба унутрашње опруге се разликује по томе што се уређај убацује са ивице цеви, одакле се затим може извући.
Савијени крај цеви може се добити помоћу савијача цеви. У овом случају, уређај је, у складу са његовом модификацијом, конфигурисан на потребне параметре. Затим се цев убацује у пријемни отвор и уређај покреће један или други погон.
Једноставни начини савијања цеви
Ручно савијен
Не очајавајте ако морате да инсталирате сложену структуру користећи закривљене цеви, али не постоји професионални алат. Чак и ако није било могуће унапред купити празнине са жељеним углом савијања, делове за рад можете направити сами, код куће и са минимумом алата.
Како поступити? Зграбите структуру рукама, чврсто је држите и постепено савијте. Пазите да не оштетите део. Глатко, центиметар по центиметар, померајте се дуж дужине цеви. Морате поновити манипулацију у 5-6 приступа. Ручни рад није погодан у свим случајевима, јер је савијање алуминијумске цеви, на пример, много лакше него са металним производом.
Цев се може савити без савијача цеви - ручно
Ручна метода је ефикасна при раду са цевима пречника 16-20 мм. Са већим резом, процес ће се растегнути и бити напорнији, али ово је стварно.
Користећи врућу методу
Схватили смо алуминијум, али како сами савијати металну цев тако да резултат не разочара? Плински горионик ће решити проблем.
Алгоритам акције:
- Метални сегмент фиксирамо у шкрипцу.
- Загревамо део будућег завоја.
- Када се појави скала, пређите на савијање.
Како знате када да почнете са радом? Ако је материјал алуминијум, држите лист папира близу површине цеви. Сигнал ће бити његово паљење или појава дима. Ако је други метал, загрејано подручје ће постати црвено.
Имајте на уму: начин грејања није погодан за рад са поцинкованим деловима - оштећење премаза је загарантовано, премаз ће постати неупотребљив

Грејање је ефикасан начин за безбедно савијање цеви
Користимо пунила - песак и воду
Употреба пунила омогућава савијање и валовите цеви и алуминијумских комада великог пречника.
Како радити са песком:
- попуњавамо песак унутар конструкције, стављамо чепове на крајеве цеви (пазите на непропусност);
- причврстити део у шкрипцу;
- загревамо место савијања лемилом или гасним гориоником;
- када се подручје загреје, савијте структуру гуменим чекићем или дрвеним чекићем, лагано ударајући по загрејаној површини;
- по завршетку манипулација, уклањамо чепове, уклањамо песак из шупљина - све је спремно.
Песак штити цев од деформације и неуједначеног савијања.

Пазите на непропусност затварања цеви када радите са песком и водом
Принцип рада са водом је скоро идентичан - сипамо воду у део, стављамо утикаче. Пре савијања ПВЦ цеви или производа од другог материјала, пустите воду да се замрзне (изложите је мразу или ставите у фрижидер). Након замрзавања течности, транслаторним покретима дајемо конструкцији жељени радијус савијања.
![§ 29. Савијање цеви [1980 Макиенко Н.И. - општи водоинсталатерски курс]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Према овом принципу, можете и савити метални лим у цев (само без употребе воде и песка), и дати савијање самој цеви.
Метода топлотне обраде

Што се тиче металне цеви, ваш помоћник би требао бити гасни горионик. Делујемо у фазама.
- Уз помоћ шкрипца, метални део цеви је фиксиран.
- Предвиђени део кривине се загрева гасним гориоником.
- Након појаве скале, вршимо савијање.
Важно је ухватити тренутак почетка кривине. Ако је цев алуминијумска, онда је потребно донети лист папира
Ако се упали или дими, онда можете почети. Ако је цев направљена од другог метала, онда ће подручје поцрвенело током процеса грејања послужити као сигнал. Метода топлотне обраде се не може користити приликом савијања поцинкованих цеви. Високе температуре ће оштетити премаз и учинити га неупотребљивим. Морате знати да ако говоримо о савијању квадратне цеви, онда не можете без моћне лампе или горионика. И што је најважније, на самом почетку рада, такав производ се загрева са свих страна.
Радијуси савијања цеви
Радијуси савијања цеви
Савијање цеви је технолошки процес, услед чега се под утицајем спољашњих оптерећења мења нагиб геометријске осе цеви. У овом случају се јављају еластичне и еластично-пластичне деформације у металу зидова цеви. Затезни напони се јављају на спољашњем делу нагиба, а напони притиска на унутрашњем делу. Као резултат ових напрезања, спољашњи зид цеви у односу на осу савијања се растеже, а унутрашњи зид се сабија. У процесу савијања цеви долази до промене облика попречног пресека - почетни прстенасти профил цеви претвара се у овални. Највећа овалност пресека се уочава у централном делу нагиба и опада према почетку и крају нагиба.Ово се објашњава чињеницом да се највећа затезна и тлачна напрезања при савијању јављају у централном делу кривине. Овалност пресека на кривини не би требало да прелази: за цеви пречника до 19 мм - 15%, за цеви пречника 20 мм или више - 12,5%. Овалност пресека К у процентима одређује се формулом:
где су Дмак, Дмин, Дном максимални, минимални и називни спољни пречници цеви на кривини.
Поред формирања овалности током савијања, посебно код танкозидних цеви, понекад се на конкавном делу кривине појављују набори (набори). Овалност и набораност негативно утичу на рад цевовода, јер смањују површину протока, повећавају хидраулички отпор и обично су место зачепљења и повећане корозије цевовода.
У складу са захтевима Госгортекхнадзора, радијуси савијања челичних цеви, кривина, компензатора и других савијених елемената цевовода морају бити најмање следеће вредности:
при савијању са преднасипањем песком и са загревањем - најмање 3,5 ДХ.
при савијању на машинама за савијање цеви у хладном стању без брушења - најмање 4ДХ,
при савијању са полу-ребрастим наборима (на једној страни) без песка, загрејаних гасним горионицима или у специјалним пећима - најмање 2,5 ДХ,
за закривљене кривине направљене врућим извлачењем или штанцањем, најмање један ДХ.
Дозвољено је савијање цеви са радијусом савијања мањим од оних наведених у прва три параграфа, ако метода савијања гарантује стањивање зида за највише 15% дебљине потребне прорачуном.
У депоима и постројењима за набавку цеви, као и на местима уградње примењују се следеће главне методе савијања цеви: хладно савијање на машинама за савијање цеви и арматурама, топло савијање на машинама за савијање цеви са загревањем у пећима или високофреквентним струјама, савијање са прегибом , савијање у стању испуњеном врућим песком.
Дужина цеви Л, неопходна за добијање савијеног елемента, одређена је формулом:
Л = 0,0175 Рα + л,
где је Р радијус савијања цеви, мм;
α—угао савијања цеви, степени;
л - прави део дужине 100-300 мм, неопходан за хватање цеви током савијања (у зависности од дизајна опреме).
1. Наведите толеранције за овалност пресека цеви.








2. Како се рачуна овалност у процентима?
3. Које радијусе савијања дозвољавају захтеви Госгортекхнадзора приликом савијања цеви на различите начине?
4. Како одредити дужину цеви за добијање савијеног елемента?
Сви материјали секције "Обрада цеви":
● Чишћење и исправљање цеви
● Прирубљивање крајева цеви, фитинга и рупа
● Увлачење навоја и ваљање навоја на цевима
● Радијуси савијања цеви
● Хладно савијање цеви
● Вруће савијање цеви
● Сечење и обрада крајева цеви
● Обрада цеви од обојених метала
● Обрада пластичних и стаклених цеви
● Припрема и ревизија окова
● Производња заптивки у цевоводним радњама и радионицама
● Безбедносни прописи за обраду цеви
Како радити са савијачем цеви код куће
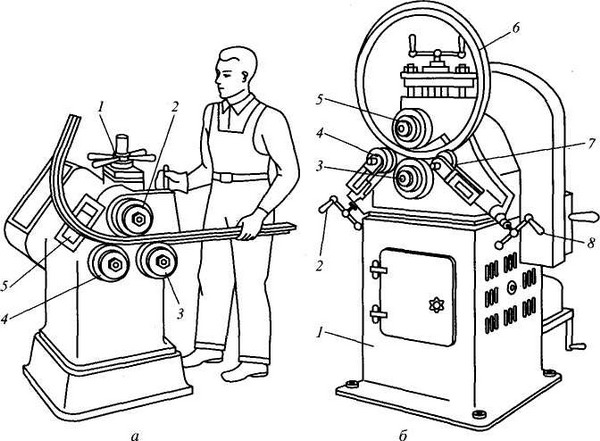
Савијачи цеви називају се посебним механизмима, који се одликују другачијим принципом рада. Уз њихову помоћ, ручно и механичко савијање профилних и округлих цеви се реализује у производњи или код куће.
Постоје следеће врсте ручних савијача цеви погодних за савијање пластичних танкозидних алуминијумских производа са малим пречником:
- Полуга. Овај механизам се такође назива Волнов машина. За полагање радног предмета обезбеђује посебан облик. Сам процес савијања не захтева загревање цеви, а изводи се полугом. Облик одговара одређеном пречнику.
- Самострел. Конструкција у којој је радни предмет фиксиран је опремљен сегментом за савијање који се гура кроз средину цеви са стране супротне од крајева.
- Пролеће. Пре савијања, цев је опремљена опругом, која се поставља унутар производа. Даље, радни предмет се може загрејати, или се може користити метода хладног савијања. На крају поступка, опруга се мора уклонити.

Уз помоћ машинског савијања могуће је решити питање како савијати и како исправљати алуминијумску цев различитих пречника и облика. Ризик од оштећења је сведен на скоро нулу.








Ови механизми могу имати електромеханички или хидраулични принцип рада, што гарантује тачан резултат рада, у складу са постављеним захтевима.



