- Како кувати тестенину на шпорету?
- Припрема радног места
- Шта је електрично заваривање и зашто је потребно код куће?
- 1) Ручно лучно заваривање
- 2) Полуаутоматски у гасном окружењу
- 3) Аутоматско заваривање под водом
- О техникама формирања шава
- Преклопни шав
- Плафонски шав
- Тее шав (са једностраним сечењем)
- Шав за заваривање са подршком за електроде
- Шта је електрично заваривање?
- Дизајн инвертора за заваривање
- Како одабрати праву тестенину?
- Утицај брзине помака електроде
- Спајање цеви помоћу електричног заваривања
- Металне електрофузијске арматуре
- Електрични Фиттинг Полиетилен
- Спајање и електроопрашивање
- Како припремити електрично заваривање цеви
- Техничка опрема кућног заваривача
- Технологија електричног заваривања
Како кувати тестенину на шпорету?
Италијани кажу да је припрема овог производа лака, али је много теже урадити како треба. Познаваоци добро куване тестенине воле да се кува „ал денте“, што у преводу са италијанског значи „до зуба“.
Размислите како кувати укусну тестенину на шпорету на примеру малих производа - шкољки, спирала, рогова, лукова.
Ово ће захтевати следеће састојке:
- Вода - 1 л;
- Главна компонента је 100 г;
- Сол - 10-11 г.
Веома је важно узети у обзир пропорције, иначе ће главној компоненти недостајати простор, па ће постати превише лепљива, а време кувања ће се повећати. Још једна ствар коју треба узети у обзир када је у питању како правилно кувати тестенину је избор лонца.
Пожељно је да има дебеле и високе зидове. Ово ће спречити да вода дође до ивица.
Како кувати тестенину на шпорету?
Процес кувања иде овако:
- Ставите посуду са водом на шпорет, чинећи ватру максималном, посолите воду која се сипа у њега када прокључа;
- Ставите главни састојак у њега;
- Након неког времена, течност ће поново почети да кључа, након чега морате смањити гас. Пре него што се то деси, производ стално мешајте да се не би лепио због скроба који се из њега ослобађа. Ако се то не уради, тестенина, коју овај чланак говори како да кува, претвориће се у грудвицу. Поред тога, они ће се залепити за дно и зидове тигања;
- Ако вас занима како да кувате тестенину од лука, на пример, или неку другу врсту производа средње величине (спирале, рогови, шкољке), онда морате знати колико ће то трајати. Трајање кувања је око 5 минута. Ако кувате мале производе - на пример, танке, мале резанце, време кувања након што вода прокључа је 3-4 минута;
- Можете проверити спремност тако што ћете их стиснути, а ако постану еластични, можете искључити шпорет;
- Посуду одмах ставите у цедиљ како би се течност потпуно исцедила;
- Укључите хладну воду на пуну снагу да бисте испрали храну, чинећи је још мрвијом.
Када су тестенине попут машница (или малих, средњих производа) готове, могу се послужити као прилог уз било које додатке - месо, рибу, поврће, итд. укус. Комад овог састојка можете додати у врело јело без пржења, али немојте мешати, већ протресите затворени тигањ да се равномерно распореди по суду.
Одвојена вештина заслужује процес како кувати тестенине за гнездо тако да се не распадају. За ово ће вам требати следећи састојци:
- Главна компонента - 6-8 комада;
- Вода - 2 л;
- Маслиново уље - 1-2 тсп.
Производ се припрема на следећи начин:
- Прокухајте праву количину воде у лонцу;
- У посебну посуду (можете користити тигањ са широким дном) положите главни састојак тако да се тестенина у облику гнезда слободно налази у њему;
- Напуните их кипућом водом, сољу;
- Доведите посуду до кључања, кувајте 4-5 минута;
- Користећи шупљикаву кашику, уклоните га тако што ћете га пребацити на тањир;
- По жељи, готовом јелу можете додати зачине по укусу;
- Служи се као обичан прилог - уз додатак меса, рибе, поврћа, сира, кобасица итд.
Поступак кувања тестенина за гнездо подразумева да оне морају задржати свој облик. Прво, ово је олакшано чињеницом да се у почетку сипају кипућом водом, што вам омогућава да поправите облик. Друго, главна компонента се уклања помоћу скимера, захваљујући којој се могу пренети на плочу у облику у којем се кувају.
Погледајте овај видео на Јутјубу
Припрема радног места
како научите да кувате на струју за кратко време? Нећете то моћи да урадите за један дан, али применом савета из разних видео записа и припремањем свега што вам је потребно на радном месту можете брзо да почнете да вежбате.
Да бисте научили како да кувате са инвертором за заваривање, потребна вам је плоча за паљење електроде. Није увек могуће причврстити масу на производ, па је потребан мали метални сто или постоље
Заваривач треба да има при руци чекић за исправљање фиксирања металних делова, сепаратор шљаке и средство за гашење пожара (песак или апарат за гашење пожара).
Заваривање метала инвертером је важно, јер је добро заштићен од штетних утицаја. Без обзира на место рада (кућни или производни услови), сваки заваривач мора имати:
- заштитну маску са светлосним филтером који одговара осветљењу на радном месту (у филтеру бр. 5 ће се тешко видети у затвореном простору, у бр. 3 ће бити веома заслепљујуће за очи на улици);
- платнене рукавице за заштиту од топлоте и прскања;
- дебела, незапаљива одећа која није увучена у појас;
- чизме;
- покривала за главу за заштиту од летећих капљица шљаке.
Шта је електрично заваривање и зашто је потребно код куће?
Да бисте разумели појам, мораћете да додирнете школски курс физике и разумете пратеће процесе при заваривању делова. Стечено знање ће помоћи заваривачу да направи боље шавове, јер разумевање основа електричног заваривања омогућава да се ради свесно, а не ослањајући се на шаблонске радње других стручњака.





Електрично заваривање (лучно заваривање) - добијање спојева нераскидивог типа услед кристализације пунила и основних материјала.

Током процеса формирања шава долази до привременог топљења базе и електроде, због чега се формира заварени базен. Након што се површина охлади, материјали су повезани на молекуларном нивоу (отопљени), кристалишући се у шав, који није инфериоран у снази у односу на друге области главне површине.
| Предности електричног заваривања | Недостаци електричног заваривања |
|---|---|
| Структурална једноставност. | Штета електромагнетног зрачења и светлости. |
| Свестраност примене без обзира на просторни положај - вертикално, хоризонтално, под углом од 45 степени и тако даље. | Ефикасност се заснива на вештини заваривача. У недостатку таквог, крајњи резултат ће бити жалосни. |
| Велики број метала који се могу спојити електролучним заваривањем. | Од мајстора су вам потребне основне вештине у коришћењу јединице + од 30 сати практичног искуства у једноставним условима. |
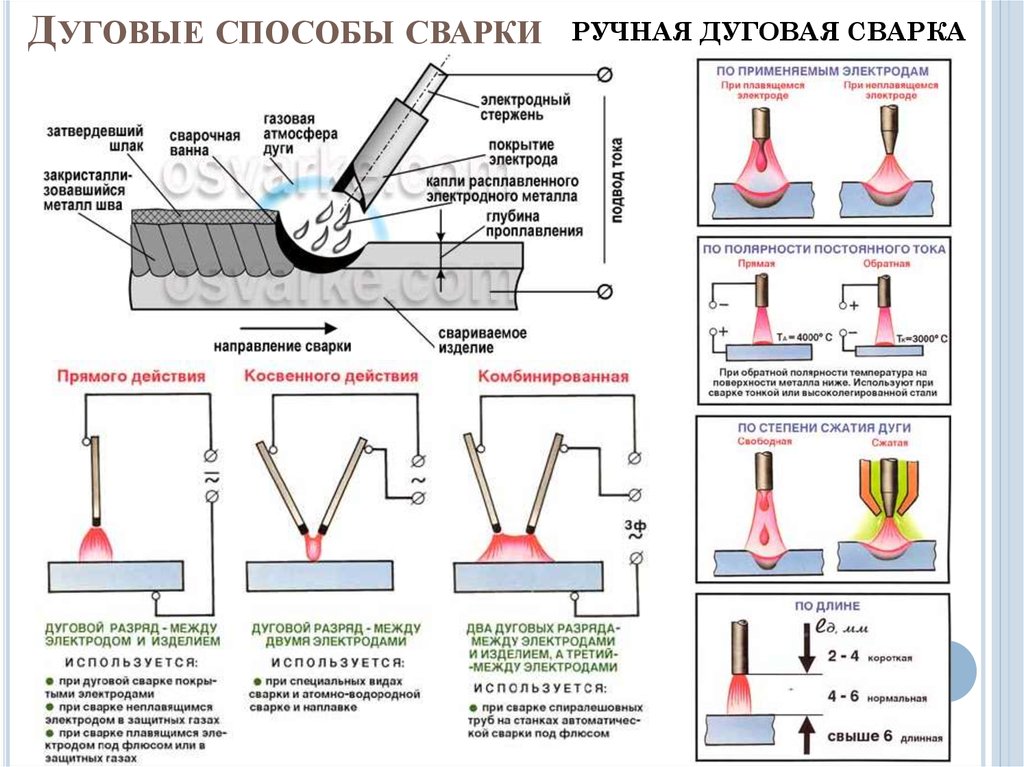
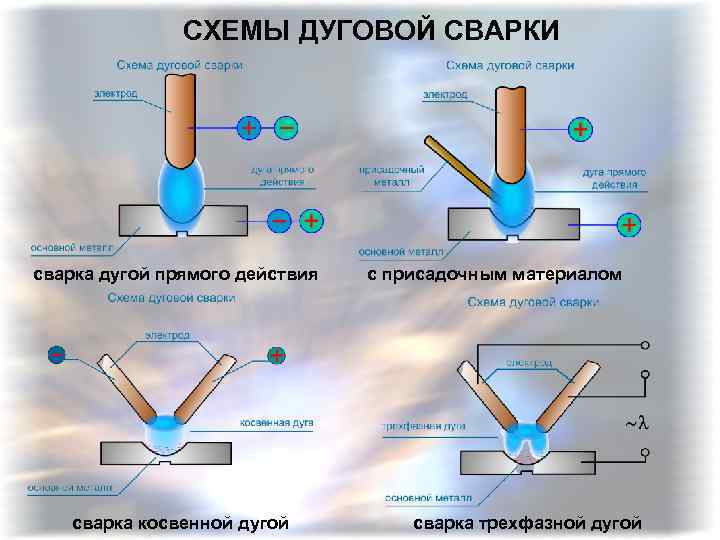
Класификација електричног заваривања се врши на основу многих критеријума - степена механизације процеса заваривања, врсте струје + њеног поларитета, лука, карактеристика електроде, начина заштите зоне и сл. . Хајде да погледамо класичну дистрибуцију - ручни лук, полуаутоматски лук и аутоматски лучни типови заваривања.
1) Ручно лучно заваривање
Најтежа опција за употребу за неискусног заваривача, јер већину посла морају обавити сопствене руке. Регулација технологије са другим тачкама се врши помоћу ГОСТ 5264-80.Узимају се у обзир врста везе, облик ивица, природа шава, попречни пресек и дебљина елемената који се заварују.
Недостаци ручног заваривања су негативан утицај на људско тело распадања / лаких производа и релативно ниска ефикасност рада у великим размерама. Нискоквалификовани специјалиста неће моћи квалитетно да рукује луком када ради са ручним лучним заваривањем, тако да метода шивања дефинитивно није за почетнике.
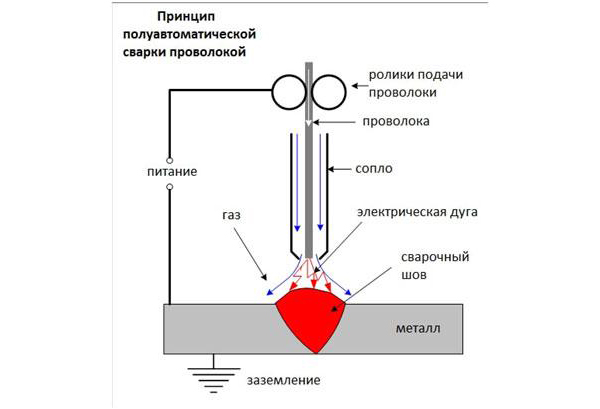
2) Полуаутоматски у гасном окружењу
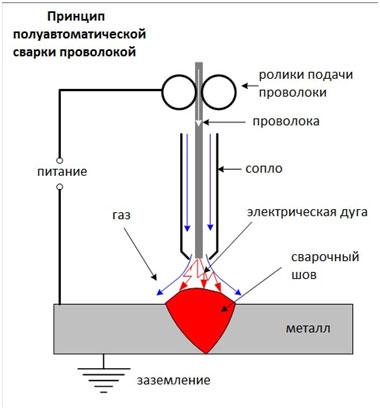
Посебне карактеристике методе повезивања 2 су употреба покретне потрошне електроде + присуство заштитног гаса. Други делује као баријера између спољашњег окружења и електричног лука.
Заштитни гас је аргон, угљен-диоксид, хелијум или њихове комбинације у одређеним размерама. Технологија полуаутоматског заваривања настаје проласком жице кроз гасну млазницу, због чега се топи. Дужина лука се контролише аутоматски, док смер кретања + брзина остаје под контролом заваривача. Метода рада се може извести без гасне шкољке - користи се посебна самозаштитна жица прошарана силицијумом, манганом и другим металним елементима са деоксидирајућим својствима.
3) Аутоматско заваривање под водом
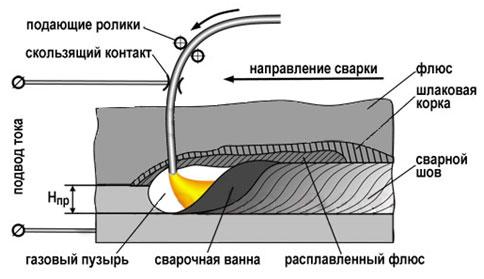
Метода са повећаном продуктивношћу и минималним губицима електрода. Заваривач се не може плашити прскања, а подручје заваривања је што је могуће сигурније у смислу стварања оксида и других штетних нечистоћа за шав.
Алгоритам процеса заваривања:
- Довод жице помоћу специјалних ваљака.
- Помоћу контакта клизног типа, електрична струја се примењује на жицу.
- Почиње кретање електроде дуж ознаке за шав.
- Из бункера јединице се излива флукс, услед чијег испаравања се формира облак гаса који штити електрични лук од утицаја спољашње средине.
- Формирање шавова.
- Уклањање шљаке.
- Сакупите вишак флукса за поновну употребу.
Опрема за рад не захтева од оператера употребу посебне заштите за очи. Због аутоматизације процеса, субјективни утицај заваривача је минимизиран, а самим тим и ризик од квара нагло опада.
О техникама формирања шава
Пре него што научите да сами кувате електричним заваривањем, требало би да савладате различите технике заваривања за спајање металних делова. Правилно одржавање и кретање електричног лука је кључ за квалитетан шав. Ако је лук предугачак, метал ће оксидирати и постати засићен азотом, прскати капљицама и формирати порозну структуру.
Преклопни шав
Лук заваривања се помера напред дуж осе електроде. Тако се одржава жељена дужина лука, на коју утиче брзина топљења електроде. Дужина електроде се постепено смањује, као што се повећава растојање између ње и завареног базена. Да би се то спречило, електрода треба да се помера дуж осе, посматрајући синхронизацију њеног скраћивања и кретања у правцу завареног базена.
Плафонски шав
Пречник електроде зависи од дебљине завареног сета
Друга врста ваљка се зове навој. Таква перла се формира у процесу померања електроде дуж осе вара који се завари. Што се тиче дебљине ваљка, она зависи од пречника електроде и брзине којом се креће.







О ширини ваљка, можемо рећи да је обично 2-3 мм прелази пречник електроде. Ово резултира прилично уским завареним шавом. Његова снага није довољно висока да створи јаку структуру. Како то поправити? Довољно је када се електрода помера дуж осе завара да се направи додатно кретање - преко осе.
Тее шав (са једностраним сечењем)
Попречно померање електроде током рада омогућава добијање довољне ширине шава. Ово се ради повратним осцилацијама електроде, чија се ширина одређује појединачно за сваки конкретан случај. Овде је потребно узети у обзир положај шава, његову величину, облик жлеба, карактеристике материјала, као и листу захтева постављених за дизајн. Уобичајено је узети у обзир нормалну ширину шава од 1,5 до 5,0 пречника електроде.
Шав за заваривање са подршком за електроде
Формира се прилично сложеним, троструким покретима електроде. Постоји у неколико варијанти. Путања кретања код класичног лучног заваривања мора бити таква да се ивице делова који се спајају истопи, а да се при томе формира довољно растопљеног метала да се формира шав задатог облика.
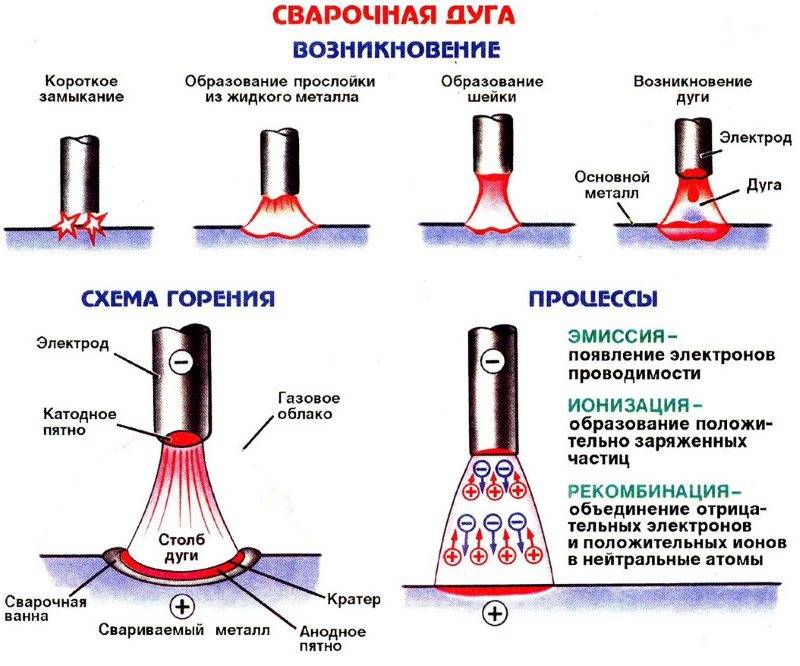
Шта је електрично заваривање?
Електрично је једна од метода заваривања, када се електрични лук користи за загревање, а затим топљење метала. Температура последњег достиже 7000 ° Ц, што је много више од тачке топљења већине метала.
Процес електричног заваривања се одвија на следећи начин. Да би се формирао и одржао електрични лук, струја се доводи од алата за заваривање до електроде.
Током процеса заваривања, основни метал и метално језгро електроде се топе и мешају, формирајући чврст и неодвојив шав (+)
Када шипка електроде додирне површину која се завари, струја заваривања тече. Под његовим утицајем и утицајем електричног лука, електрода и металне ивице елемената који се заварују почињу да се топе. Од растопа, како кажу заваривачи, формира се заварени базен, у коме се растопљена електрода меша са основним металом.
Отопљена шљака плута на површину купатила и формира заштитни филм. Након искључивања лука, метал се постепено хлади, формирајући шав прекривен скалом. Након што се материјал потпуно охлади, очисти се.
За заваривање се могу користити непотрошне и потрошне електроде. У првом случају, жица за пуњење се уводи у растоп да би се формирао завар, у другом није потребна. За формирање и накнадно одржавање електричног лука користи се посебна опрема.
За обављање широког спектра послова потребне су вештине у области заваривача у кућном окружењу:
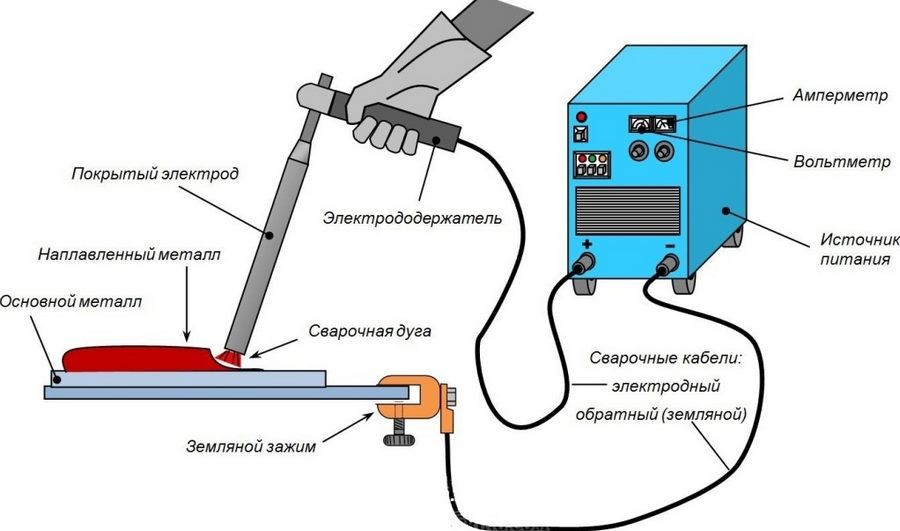
Дизајн инвертора за заваривање
Да би разумео како правилно користити апарат за заваривање, почетник мајстор треба да се упозна са дизајном претварача.
Инвертер за заваривање је метална кутија са унутрашњом компонентом, укупне тежине око 7 кг, која је опремљена ручком и нараменом за лакше ношење. Кућиште претварача за заваривање може да садржи вентилационе отворе који доприносе бољем одливању ваздуха када се јединица хлади.На предњој плочи се налазе тастери за пребацивање радног стања, дугмад за избор потребног напона и струје, излази за повезивање радних каблова, као и индикатори који сигнализирају присуство напајања и прегревање претварача током заваривања. Кабл за повезивање машине на електричну мрежу обично је повезан са конектором који се налази на задњој страни претварача.

Дизајн инвертора за заваривање
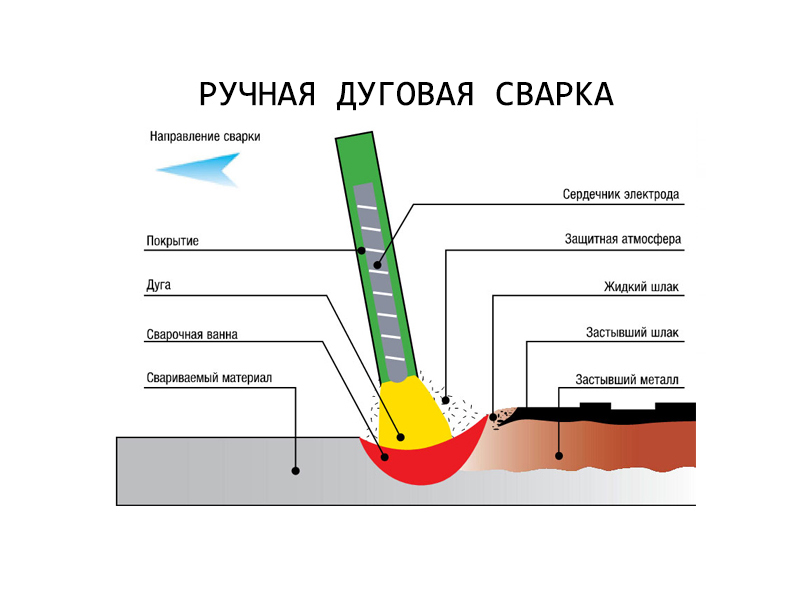
Када електрода дође у контакт са металним плочама које се заварују током заваривања, формира се лук високе температуре, услед чега се и елементи заварене шипке и метал завареног споја топе. Базен формиран у подручју лука од растопљених метала плоча и електроде је заштићен од оксидације течним премазом електроде. Након што се метал потпуно охлади, горња површина вара, заштићена премазом електроде током заваривања, претвориће се у очврсну згуру, која се лако може уклонити лаганим механичким деловањем (на пример, тапкањем)
Важно је посматрати исти размак између метала завареног споја и електроде (дужина лука), што ће спречити његово гашење. Да би се то урадило, електрода треба да се доведе у подручје спајања константном брзином, а заварену шипку треба равномерно водити дуж завареног споја.
лук за заваривање
Како одабрати праву тестенину?
Како одабрати праву тестенину?
Већина присталица правилне исхране одбија ову храну, сматрајући је нездравом и нездравом. Али прави производ може имати користи за тело, и стога, када га купујете, треба да узмете у обзир следеће препоруке:
Састав квалитетних производа укључује две компоненте - брашно и воду. Укус, користи и штета, њихова нутритивна и енергетска вредност у великој мери зависе од квалитета главних састојака. Могу да садрже и природне боје - сок од спанаћа, сок од шаргарепе, мастило од сипе, зачине, чије присуство треба навести на паковању;
Врста брашна од којег је производ направљен заслужује посебну пажњу. Требало би да припада сортама дурум пшенице, јер управо ова опција не садржи масти у свом саставу, савршено се апсорбује у телу.




Ако се главни састојак меких сорти користи за прављење тестенина, оне ће садржати много скроба, због чега постају веома калоричне, а то је разлог за добијање вишка килограма;
Да бисте били сигурни да се користи квалитетна дурум база, обратите пажњу на изглед производа. Његова површина треба да буде глатка, боја ћилибара, жута са златном нијансом.
Има глатке ивице, а на производима су мале мрље. У пакету не би требало да буде остатака. Ако су направљене од меког брашна, њихова боја ће бити светла или ће имати бледу, неприродну боју, неравне ивице, грубу површину, светле ситне флеке, могуће је да у паковању има фрагмената, мрвица;
Протеини су важна компонента производа од брашна. Ако су квалитетни, направљени од дурум пшенице, садрже око 12-15 г / 100 г Индикатор ниског квалитета производа је садржај протеина од максимално 10 г / 100 г;
Обратите пажњу на цену - добра тестенина је скупља, која се односи на премиум класу;
Тестенине попут шпагета се тестирају на други начин - анализирајте како се ломе, али то можете учинити непосредно пре самог процеса кувања. Ако су високог квалитета, онда се добро савијају, али су јаке, тако да их није тако лако сломити, што се не може рећи за производе направљене од меких сировина;
Квалитетан производ након кувања задржава свој облик, жућкасто-златну боју, чак и ако се остави дуго у води;
Добра тестенина се одликује чињеницом да минимално кључа, па се стога не лепи.
Погледајте овај видео на Јутјубу
Утицај брзине помака електроде
Брзина хране електроде за заваривање треба да обезбеди потребну количину испорученог растопљеног материјала. Његова недовољна количина може довести до поткопавања. Овај фактор је веома важан и за заваривање директног и обрнутог поларитета.
Током електролучног заваривања, због брзог кретања шипке дуж споја, снага лука можда неће бити довољна за загревање метала. Као резултат, формира се плитак шав, који лежи на врху метала. Рубови остају недовршени.
Споро напредовање електроде доводи до прегревања. У овом случају, могуће је спалити површину и деформисати танак метал.
Савремени апарати за заваривање имају широк спектар различитих функција и могућности. Ипак, у овом тренутку, до сада, већину квалитетно обављеног посла одређује управо вештина човека.
Спајање цеви помоћу електричног заваривања
Металне електрофузијске арматуре
Прикључци за електрофузију су уређаји који помажу у повезивању два дела обрадака.Постоје два формата: навојни и заварени. Крајеви фитинга са навојем - са навојем са унутрашње и спољашње стране фитинга. Такође, окова има иконицу, што олакшава имплементацију електричног завара.
Многи од ових уређаја су причвршћени за део помоћу два елемента: колена и задњице. У првој варијанти, пречник је већи него у другој, а други се, по правилу, поклапа са делом који се завари.
Електрични Фиттинг Полиетилен
Ови делови вам омогућавају да повећате електрофузију повезаних делова. Типично, полиетиленски помоћни фитинги се користе за полиетиленске водоводне цеви, које су дизајниране за системе ниског притиска.
 ХДПЕ фитинги се постављају на цеви са сучељавањем или преклапањем. Елементе држи посебан држач. Прикључак и цев се постављају, а затим се загревају уметањем у фитинг.
ХДПЕ фитинги се постављају на цеви са сучељавањем или преклапањем. Елементе држи посебан држач. Прикључак и цев се постављају, а затим се загревају уметањем у фитинг.
Важно је напоменути да се обе опције за електрично заваривање заснивају на хемијском деловању - уништавању молекуларних ланаца полимера на температури од 170 степени Целзијуса и формирању нових у процесу очвршћавања пластике.
Спајање и електроопрашивање
Савремена електротехника је достигла ниво на коме је лако без гломазне, тешке за употребу и застареле опреме.
Спољашњи омотач и његов спој се топе, а како температура пада, ствара се нови полимерни ланац. Као резултат тога, гарантује се висококвалитетно електрично заваривање полиетиленских цеви, које се могу безбедно користити и за домаће системе и за индустријске цевоводе.
Ове арматуре карактеришу следеће предности:
- повезују цеви пречника од 20 до 400 мм;
- прикључак је уграђен унутра и може издржати рад под високим притиском;
- инертни су на све хемикалије и стога безбедни чак и за воду;
- издржати све скокове притиска.
Фитинги имају широк спектар - од малог до великог пречника. Могу се користити чак и у великим хемијским постројењима.
За уградњу фитинга можете користити трансформатор.
Како припремити електрично заваривање цеви
Припрема: заваривач, радни предмет, конектор, трансформатор у пуној спремности и интегритету.
Цев под правим углом.
Са косом ивице дела, за прецизно сечење.
Цев пролази у фитинг и фиксира место где је претходно забележено.
Одмастити делове.
Након повезивања трансформатора за заваривање на извор напајања, формирајте спој за заваривање.
Апарат за заваривање је искључен, а режим загревања је укључен 30 минута.
Важно је да не померате ниједан прикључак или држач! Након искључивања, сачекајте потпуно хлађење.
Уређај је спреман за употребу и даље повезивање!
Техничка опрема кућног заваривача
Да би се формирао лук ручног ЕС, потребан је извор електричне струје који обезбеђује стабилно снабдевање електричном енергијом за напајање ЕД. За ручни ЕС једнако применљив као извори наизменичне струје, и уређаја који раде на једносмерној струји. У условима кућне употребе опреме за заваривање, важну улогу игра стање електричних инсталација на које ће бити прикључена купљена јединица за заваривање. Од тога ће зависити врста опреме коју почетник "заварује".






Важно! Апарат за заваривање може да ради из кућног напајања у оквиру параметара својих заштитних и регулационих уређаја - утикача и осигурача, аутомата итд. Ако карактеристике перформанси "заваривача" не испуњавају захтеве заштитног система електричне мреже, треперење светла, гашење машина, квар кућних апарата у кући услед наглих флуктуација напона
Кућни заваривач мора бити опремљен са следећим:
- Тренутни извор.

Тренутно, опрема за заваривање за домаћу употребу се често назива опремом за ММА (од енглеског. Метал Мануал Арц - ручни ЕС са комадним обложеним електродама). Тржиште електричне опреме нуди три врсте извора струје за кућну употребу:
- трансформатори за заваривање који раде на наизменичну струју,
- исправљачи за заваривање који претварају наизменични мрежни напон у једносмерну струју,
- претварачи који могу да раде из кућне утичнице.
- Комплет каблова за напајање и проводних жица са ношењем.
- Држачи електрода (опруге или полуге), који се обично називају "држачи".
- Лична заштитна опрема заваривача:
- одећа отпорна на топлоту, ципеле, рукавице или рукавице,
- заштитна маска.
Технологија електричног заваривања
Боље је научити како правилно заварити делове електричним заваривањем под вођством искусних заваривача. Ако из неког разлога ово не ради, можете покушати сами. Прво морате правилно организовати радно место
Ово је веома важно, јер је заваривање процес високе температуре, а самим тим и опасан за пожар.
Да бисте радили, потребно је да изаберете радни сто или било коју другу подлогу од незапаљивог материјала.Дрвени столови и слични производи су строго забрањени. Пожељно је да у близини места где ће се вршити заваривање нема запаљивих предмета.
Обавезно ставите канту воде близу себе како бисте елиминисали могуће изворе паљења. Поред тога, потребно је да одредите безбедно место где ће се чувати остаци употребљених електрода. Чак и најмањи од њих могу запалити ватру.
У продаји можете пронаћи електроде за заваривање различитих пречника. Потребна величина шипке се бира на основу дебљине метала за заваривање.
За прве независне шавове потребно је припремити непотребан комад метала и одабрати електроде за њега. Стручњаци препоручују коришћење шипки од 3 мм у таквим случајевима. Мањи пречник се користи за заваривање танких лимова, од којих је незгодно учити. Електроде већег пречника захтевају велику снагу опреме.
Почињемо чишћењем површине од метала на којој ће се налазити шав. Не би требало да буде рђе или било какве контаминације.
Након што је део припремљен, узмите електроду и уметните је у стезаљку машине за заваривање. Затим узмемо стезаљку за „уземљење“ и чврсто је причврстимо за делове. Поново проверите кабл. Мора бити увучен у држач и добро изолован.
Сада морате да изаберете снагу радне струје за апарат за заваривање. Одабире се према пречнику електроде. Одабрану снагу постављамо на панел опреме за заваривање.
Следећи корак је паљење лука. Да бисте то урадили, електрода се мора довести до радног предмета под углом од око 60 ° и врло полако прећи преко базе. Требало би да буде варница.Чим се то догоди, лагано додирните електроду на део и одмах је подигните на висину не више од 5 мм.
Инвертер за заваривање је спреман за рад. На њега су повезана два кабла: један са стезаљком за електроду, други са држачем за уземљење
У овом тренутку трепће лук, који се мора одржавати током читавог времена рада. Његова дужина треба да буде 3-5 мм. Ово је растојање између врха електроде и радног предмета.




Док одржавате лук у радном стању, мора се имати на уму да током рада електрода прегорева и постаје краћа. Ако је електрода преблизу радном предмету, може доћи до лепљења. У овом случају, морате их лагано замахнути у страну. Лук се можда неће упалити први пут. Можда нема довољно струје, онда је треба повећати.
Након што је почетник заваривач научио како да запали лук и одржава га у радном стању, можете започети заваривање перле. Ово је најједноставнија од свих операција. Запалимо лук и почнемо веома глатко и пажљиво да померамо електроду дуж будућег шава.
Истовремено изводимо осцилаторне покрете налик на полумесец са малом амплитудом. Некако „грабљамо“ растопљени метал до центра лука. Дакле, требало би да добијете равномеран шав, сличан ваљку. Садржаће мале таласне приливе метала. Након што се шав охлади, каменац се мора убацити у њега.