- Фазе рада
- Врсте ПЕ цевних прикључака
- Особености
- Контролишемо квалитет завара
- Параметри заваривања и редослед операција
- Више о овој теми на нашој веб страници:
- Упутство за заваривање
- Основна правила
- Електрофузиони прикључак
- Чеоно заваривање
- Белл технологија
- Метода дифузије за лемљење ПЕ цеви
- Како савијати или исправљати производ
- Преглед метода савијања цеви
- Ефикасне методе савијања радног предмета
- Чеоно заваривање
- Предности употребе електрофузије
Фазе рада
Заваривање полиетиленских водова "уради сам" могуће је методом електрофузије.
Упутство се може представити на следећи начин:
- припрема;
- причвршћивање са централизатором и уградња спојнице;
- прикључак заваривача на спојницу;
- заваривање;
- уклањање уређаја испод прикључка.

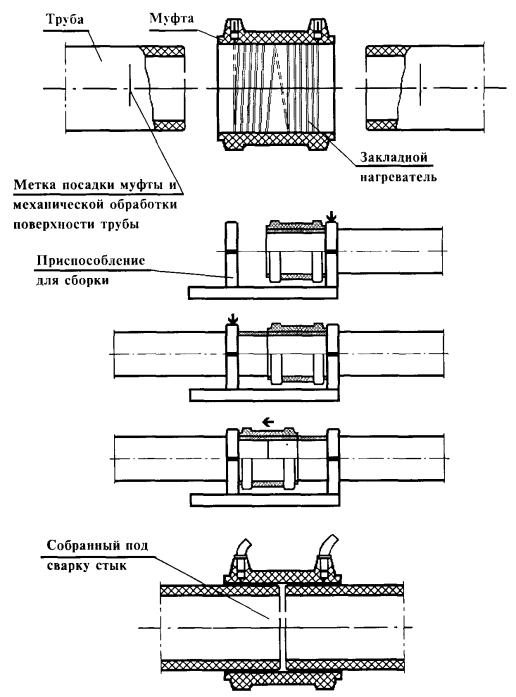
Упркос чињеници да би заваривање требало да се обавља код куће, крајеви се и даље морају сећи посебним алатом - резачем цеви. Ово ће вам омогућити боље поравнање приликом повезивања. Погодније је уклонити наслаге оксида са споја ручним стругачем или помоћу шипке. Слој који се уклања треба да буде око 200 мм од ивице цеви. Добијени чипс се мора уклонити истим стругачем. Спојени делови морају бити одмашћени алкохолом. У овој фази можете користити посебне салвете.За најтачније постављање у централизатор, линија се може означити у складу са димензијама спојнице. Према овим вредностима, биће згодније поправити цеви и спојницу.

Монтирана конструкција мора бити причвршћена у складу са сигурносним прописима. Терминали апарата за заваривање морају бити повезани са конекторима на спојници. Уређај се укључује и препознаје се бар код који се налази на површини спојнице. Режим већине заваривача је аутоматски. Период загревања и хлађења спојнице се подешава управо у тренутку препознавања шифре. Процес заваривања ће започети након читања кода и завршити се звучним сигналом. Да бисте охладили цев, мора се оставити на миру седам минута. Тек тада се стеге могу ослободити од централизатора, а опрема се може извући испод места лемљења.

Врсте ПЕ цевних прикључака

Полиетиленске цеви се могу повезати у једну линију користећи различите методе. Штавише, сваки од њих је погодан за одређене услове.
- Дакле, спајање ХДПЕ цеви са спојницама и спојницама (заваривање утичница) користи се углавном за уређење унутрашњости водоводног система у кући.
- Инсталација цевовода уради сам помоћу сучеоног заваривања. Ова метода се користи за уградњу проширеног дела комуникације за спољашње сврхе. У овом случају, цеви се могу положити и на површину тла и у ров, након чега се покривају земљом.
- Заваривање електрофузијом. Овај начин повезивања ХДПЕ цеви се производи помоћу специјалних пластичних спојница са уграђеним спиралним елементима који се загревају као резултат струје која се на њега примењује.
Хајде да детаљније погледамо сваку од метода.
Особености
Главна потешкоћа је у томе што су оперативни и технолошки квалитети полиетиленских цеви у многоме слични квалитативним карактеристикама цеви од полипропилена. Такође нису подложни корозији. Унутрашња површина цеви није премазана. Цеви имају високу хемијску отпорност. Материјал је еколошки прихватљив, има дуг век трајања.

Од разлика, професионалци примећују ниску отпорност на топлоту. Због тога се ХДПЕ цеви користе само за системе за снабдевање хладном водом и вентилацију. Понекад се користе за постављање гасовода. Употреба полиетиленских цеви је могућа при транспорту у окружењу изнад 40-50 степени. Изузетак је умрежени полиетилен, који је дозвољен да ради на температурама до +95 степени. Полиетиленске цеви имају одличну отпорност на мраз, што им омогућава да се користе на температурама до -70 степени.

ХДПЕ су комерцијално доступни са пречником од 20 до 1200 мм. Због разноврсности опција, они се широко користе у различитим областима. Поред водоводних цеви, купују се и водови великог пречника за канализацију, како за унутрашње тако и за спољашње.







Техничке карактеристике ХДПЕ цеви су одређене особинама базе - полиетилена ниског притиска. Лаган је, што олакшава уградњу цевовода, отпоран на притисак од десетина атмосфера. Од негативних квалитета материјала, вреди напоменути ограничену могућност употребе на температурама испод нуле (ХДПЕ постаје стакласт), а на повишеним температурама (више од 40 степени), ХДПЕ губи своју крутост. Када се загреје на 70 степени, полиетиленска база се повећава у величини, али не много.
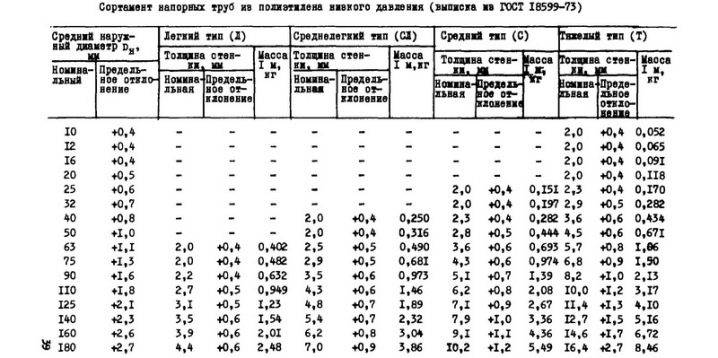
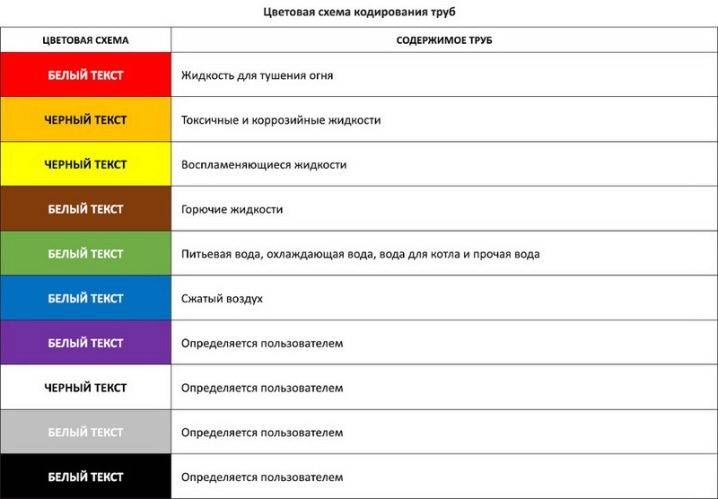
Асортиман ХДПЕ регулисан је ГОСТ-ом, који је објављен још 2001. године.Све ознаке које се наносе на једну од површина аутопута су у складу са стандардима. Означавање олакшава одабир правих опција. Прва слова укључују назив добављача, затим ПЕ асортиман, на пример, 1000 мм. Табела садржи и ознаку дебљине водова, могући радни и максимални притисак, датум производње и број серије.
Технолошка карта означавања садржи и ознаке боја у виду трака. Ако је утичница обојена жутом бојом, цеви се могу користити за гасоводе, ако је трака плава, онда се из цеви може положити само довод воде. Шема прикључка цеви је направљена узимајући у обзир стандардне комерцијално доступне сегменте - од 5 до 25 метара. Главне водоводне цеви се обично израђују по наруџбини, имају дужину до 0,5 километара и стога садрже минималан број прикључака.
Контролишемо квалитет завара
Приликом постављања заварених спојева било којом од горе описаних метода, веома је важно правилно проценити колико је завар квалитетан. Од тога зависи да ли ће овај део цевовода моћи да се користи, или ће све морати да се преправља.

Део са два обична завара
Заправо нема толико критеријума за оцењивање, а запамтити их је прилично једноставно:
- Најважнији знак квалитета је присуство униформног полиетиленског ваљка по целом обиму цеви. Ако је ваљак закривљен, или ако постоји удубљење уместо ваљка, веза се не може користити;
- Следећи важан фактор је доследност.Дозвољено је благо померање спојених делова, али не би требало да прелази 10% дебљине зида цеви;

Фотографија неисправног подручја у случају неусклађености
- Висина ролне растопљеног полиетилена је такође ограничена. За цеви са зидовима од 5 - 10 мм, ова вредност је 2,5 - 3 мм, за цеви са зидовима до 20 мм - 5 мм или мање.
Наравно, ако инсталирате цевовод ниског притиска или комуникације без притиска, онда се мало одступање може занемарити, али то ипак не би требало да радите. Много је лакше направити нови заварени спој него накнадно поправити постојећу цев.







Параметри заваривања и редослед операција
Опције сучеља заваривања укључују:
- Степен притиска на крајеве.
- Температура на којој се материјал топи. Зависи од бренда.
- Сила којом су крајеви притиснути на грејни елемент.
- Трајање процеса.

Редослед операција:
- Први корак у заваривању полиетиленских цеви је чишћење крајева цеви које се спајају.
- Причвршћивање цеви у централизатор уређаја где ће се заваривати полиетилен. Обрада крајева цеви резачем како би се осигурала окомитост осе. Истовремено, готови предмети се проверавају тако да нема празнина.
- Загревање крајева цеви огледалом за заваривање до тачке топљења која износи око 220 °Ц.
- Притиском на крајеве цеви потребном силом.
- Уклањање готове цеви са уређаја.
Да бисте разумели како су пластичне цеви заварене, видео на нашој веб страници ће дати детаљније информације. Тако ћете моћи сами да обавите посао ако имате неопходну опрему.
Више о овој теми на нашој веб страници:
- Заваривање полипропиленских цеви - видео процеса Због ниске цене и једноставности повезивања, пластичне цеви заузимају водећу позицију у инсталацији топлотних и водоводних система. У поређењу са металним конструкцијама, полипропиленске цеви ...
- Врсте електрода за заваривање - заваривање електродама на видеу Електрода за заваривање је метална шипка различитих дужина која се користи у процесу заваривања делова од најразличитијих материјала. Њихова главна намена је снабдевање електричном струјом ...
- Заваривање за почетнике – видео лекције Под речју заваривање опште је прихваћено подразумевати технолошки процес где се као резултат загревања успостављају међумолекулске и међуатомске везе између делова. Тако су директни материјали повезани. Углавном…
- Видео туторијали за заваривање - погледајте лекције заваривања са инвертером за завариваче почетнике Почетници би требало да погледају видео туторијале заваривања како би избегли уобичајене грешке и учинили свој рад квалитетним и безбедним. Увек морате запамтити да…
Поделите са пријатељима на друштвеним мрежама линк до овог материјала (кликните на иконе):
Упутство за заваривање
Ако сте изабрали полиетиленске цеви, поступили сте мудро, али сада их још увек треба правилно инсталирати. Хајде да учимо
Основна правила
Без обзира коју технологију одаберете - електрофузију или чеоно заваривање полиетиленских цеви, морате се придржавати таквих важних принципа:
- Елементи који се спајају морају бити компатибилни (и по саставу и по физичким параметрима).
- Чеоно заваривање полиетиленских цеви може се извести само ако делови имају исти пречник и једнаку дебљину зида.
- Ивице треба темељно очистити и одмастити.
- Крајеви конструкција који нису укључени у процес спајања морају бити затворени чеповима како би се избегло излагање хладном ваздуху, што негативно утиче на процес.
- Током рада потребно је минимизирати утицај спољашњег окружења, и то:
- у врућини, не дозволите да сунчева светлост дође до подручја повезивања;
- у ветровитом времену, створите препреку за налетове ваздуха;
- у хладном времену препоручује се загревање просторије за рад.
- Током заваривања и хлађења конструкције искључите механички утицај на систем.
А сада, хајде да детаљно размотримо која је технологија заваривања полиетиленских цеви заваривање и коришћење методе електрофузије.
 Фотофрагмент технике електрофузије: спојени грејачи
Фотофрагмент технике електрофузије: спојени грејачи
Електрофузиони прикључак
Ова врста заваривања, која се назива и термисторско заваривање, користи се за причвршћивање елемената различитих дебљина и пречника зидова, као и за уградњу цевовода без притиска - инсталација за одводњавање, гравитационе канализације итд.
Да бисте се повезали помоћу ове технологије, биће вам потребни посебни - електрофузиони фитинзи. Сада запамтите редослед рада.
- Дизајнирајте систем.
- Израчунајте потребан број цеви и других делова.
- Обавите куповину.
- Изрежите структуру на комаде дужине предвиђене планом. Уверите се да је рез раван, избегавајте проток растопљеног материјала у систем.
- Припремите и очистите делове, укључујући спојнице. Неће бити сувишно одмастити површину елемената алкохолом, наношењем на комад крпе.
- Ако је површина елемената оксидирана, вишак уклоните посебним стругачем.
- Причврстите елементе у позиционер, водећи рачуна о поравнању.
- Замотајте спој љепљивом траком како бисте спријечили улазак прашине.
- Затворите отворене крајеве конструкција чеповима.
- Прикључите напон на терминале квачила.
- Сачекајте да се елементи, након што се загреју, држе заједно.
Термисторско заваривање полиетиленских цеви треба изводити само ако су спојени елементи непокретни. У истом положају, структура мора остати док се шав потпуно не охлади.
 Овако изгледа поставка спајања
Овако изгледа поставка спајања
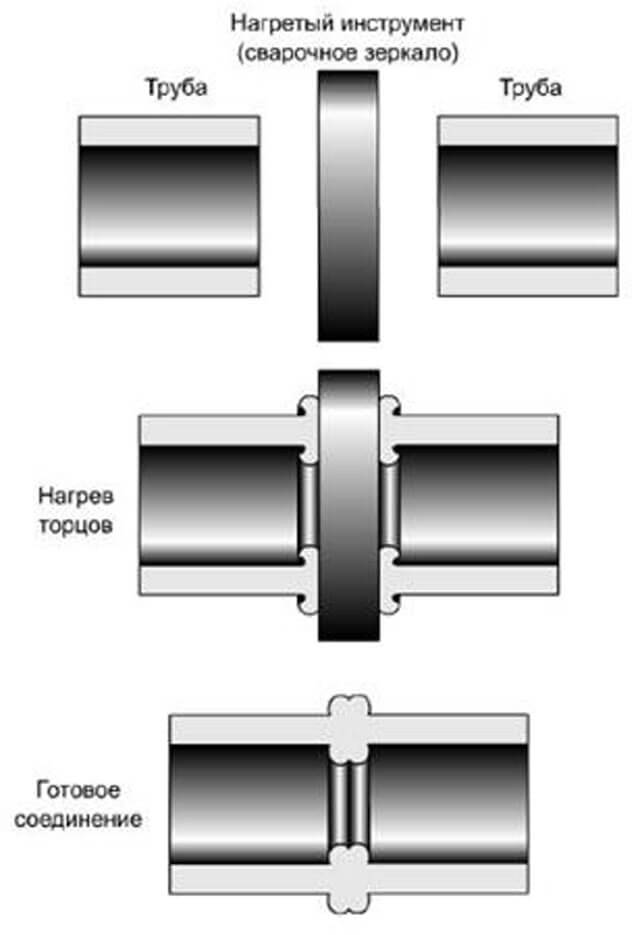
Чеоно заваривање
Технологија и параметри чеоног заваривања полиетиленских цеви су занимљивији, јер су елементи повезани на молекуларном нивоу, формирајући јачи шав. Ова метода се користи за монтажу елемената пречника 50 мм и дебљине зида од 5 мм.
Овом методом, ивице производа се загревају посебним уређајем за грејање, а затим се топе и у том стању спајају, чинећи јединствену целину и савршен шав.
Поступак за ову врсту заваривања до тачке бр.7 је идентичан претходној опцији спајања (осим што за рад нису потребне спојнице).
Табела за одређивање времена загревања и хлађења елемената који се заварују
А онда се разликује и иде према овом „сценарију“:
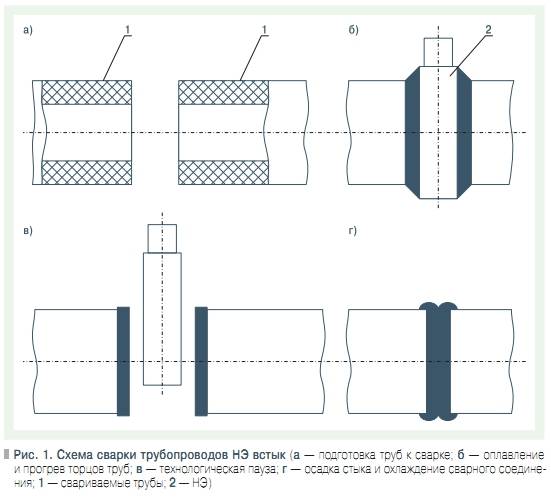
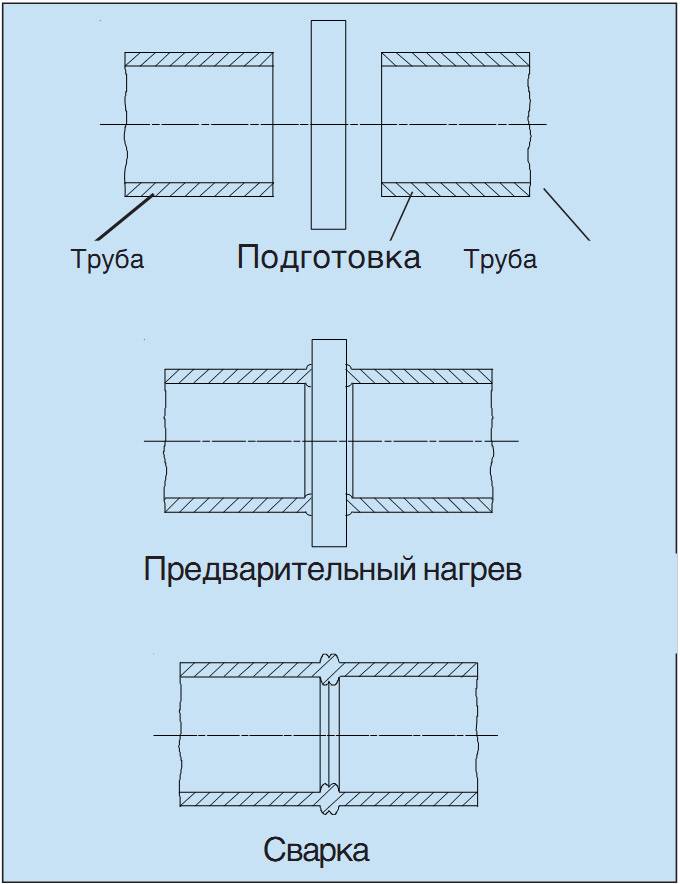
- убаците крајеве елемената у апарат тако да се грејна плоча налази између њих;
- притисните ивице на плочу и не мењајте притисак притиска до процеса топљења;
- загрејте елементе, придржавајући се норми (доња табела за заваривање полиетиленских цеви ће вам помоћи у томе);
- уклоните плочу и спојите крајеве, вршећи равномеран притисак на њих;
- држећи чвор, сачекајте да се полиетилен охлади.
Белл технологија
Лемљење ХДПЕ цеви може се извршити на неколико начина. У овим процесима нема ништа посебно компликовано, али заваривач мора одлучити која метода му највише одговара.





Постоји технологија повезивања утичнице. Понекад се назива и "спој". Његова суштина лежи у повезивању елемената уз помоћ посебних уређаја - фитинга. Поред њих, биће вам потребна опрема за рад, односно машина за заваривање. Можете одабрати ручни модел за мале производе (до 50 мм) или механички за полиетиленске цеви великог пречника (од 40 мм и више).
Такође морате запамтити да припремите адаптере или млазнице за заваривање за рад и разне алате за сечење производа.
Приликом извођења таквог заваривања потребно је спојити спољни део цеви са унутрашњом страном фитинга. Обе ове површине се загревају помоћу млазнице за заваривање: цев се загрева чахуром, а фитинг се загрева помоћу трна.
Уређај за заваривање полиетиленских цеви је прилично скуп
Стварни процес заваривања утичница изгледа овако:
- Машина за заваривање се загрева на потребну температуру;
- Фитинг се што је више могуће растегнут на трну, а истовремено се крај цеви ставља на чахуру док се не заустави (све се то мора урадити врло брзо);
- Због разлике у величини делова, појављује се додатни слој, који се, када се загреје, топи и пузи у облику малог ваљка, названог бурр;
- Зрно смањује пречник цеви и на тај начин им омогућава да уђу у млазницу за заваривање и да се поравнају са трном са фитингом;
- Сви делови се морају померити у млазницу за грејање док се не зауставе, а када се достигне овај тренутак, сваки притисак на њих треба да се заустави;
- Даље, сви фрагменти се држе у овом положају потребно време;
- Након истека времена, фитинг се уклања, цев се уклања из млазнице и ови делови се комбинују што је више могуће;
- Након што се залемљени фрагмент охлади, други производ се мора заварити на други крај фитинга.
Метода дифузије за лемљење ПЕ цеви
До данас, полиетилен још увек нема такав ауторитет као метал или метал-пластика, али у ствари његова снага и карактеристике перформанси нису ништа лошије. Савремене технологије у фази производње омогућавају израду ПЕ цеви високог квалитета и поузданости. Најзанимљивији начин њиховог заваривања је дифузија, која не захтева употребу посебне опреме. Чак и почетник ће моћи да изврши заваривање на овај начин.

Полиетилен високог и ниског притиска (ЛДПЕ и ХДПЕ) је један од најпопуларнијих полимерних термопласта, који су најтраженији у организовању најразличитијих система водоснабдевања, санитарних система итд. Посебност полимерног материјала је да када се загреје, он омекшава, јер се губи међусобна повезаност ланца молекула једни с другима. Док се смрзава, поново добија пређашњу снагу, као да се трансформација уопште није догодила. Управо ова карактеристика чини полиетилен идеалним материјалом за заваривање на њему. Током омекшавања два производа, они се могу повезати, што ће, након очвршћавања, довести до најтрајније везе. Снажан завар ће се створити између два дела.

ПЕ цеви се заварују на релативно ниској температури од 270 степени Целзијуса, што у великој мери олакшава задатак по избору опреме и накнадну употребу.Време рада је изузетно кратко (неколико секунди за сваку фазу) и може се подесити само променом дебљине цевовода.
Како савијати или исправљати производ
Полиетиленске цеви су доступне за продају у равним дужинама од 12 метара или у облику чврстих производа намотаних на велике намотаје. Будући да су у уврнутом стању, производи имају облик прстенова и деформишу се. Пре исправљања или савијања деформисане ХДПЕ цеви, мора се загрејати.

Приликом састављања цевовода, често постаје неопходно исправити уврнуту или, обрнуто, савијати деформисану полиетиленску цев
Полиетилен ниске густине је познат по својој доброј еластичности. Али ово својство губи на температури грејања изнад + 80 ° Ц. Овај тренутак се користи ако је потребно да се промени конфигурација производа.
Али вреди запамтити да се за исправљање или савијање температура може повећати само на кратко. На крају крајева, полиетиленска цев спада у категорију грађевинских материјала који се, ако се наруши температурни режим, могу оштетити.
Преглед метода савијања цеви
Најлакше је исправити цев, елиминишући наборе који су настали током његовог складиштења и транспорта, након што се производ мало загреје. Ако се замена или поправка цевовода врши у лето, када су сунчеви зраци што је могуће топлији, можете их користити за постизање задатка.








Да бисте исправили ХДПЕ цев, потребно је само да је оставите на директној сунчевој светлости неколико сати, чврсто фиксирајући крајеве сегмента
УВ зраци неће погоршати оперативне параметре полиетилена, али ће истовремено моћи неко време да омекшају зидове производа.Омекшану цев морате само причврстити дуж чврстог носача или зида, или је положити у претходно ископани ров. Пре него што исправите савијену ХДПЕ цев на тлу, морате очистити подручје.
Ако се посао мора обавити зими, користите топлу воду за загревање производа. Али овај метод је ефикасан за цеви чија величина не прелази 50 мм. Као помоћно средство за исправљање, можете користити металне ограде и зидове. У сваком случају: што је краћа дужина производа, то ће бити лакше радити.
Ефикасне методе савијања радног предмета
Ако се појави супротна ситуација када је потребно савијати ХДПЕ цев, користи се иста топлотна обрада. За загревање се користе следеће методе:
- дува се врелим усмереним ваздухом грађевинског фена за косу;
- загрејати зидове производа помоћу гасног горионика;
- прелијте површину кипућом водом.
Да бисте поједноставили поступак савијања, боље је изградити оквир за обликовање. Оквир, чија величина одговара пречнику савијене цеви, може се направити од обичних плоча од фибербоарда. Да би површина рама била глатка, обрусите је комадом брусног папира.
Да бисте савијали ХДПЕ цев феном за косу, рад се изводи у следећем редоследу:
- Подручје које се третира се загрева грађевинским феном за косу.
- Омекшани радни предмет се продубљује у оквир за обликовање.
- Пажљиво савијте цев, без примене прекомерне силе како не бисте сломили производ на кривини.
Након што сте створили потребан угао савијања, потребно је да оставите производ док се потпуно не охлади и тек онда га уклоните из оквира.

Да би се обезбедило равномерно загревање површине полиетиленског производа, цев се мора стално окретати око своје осе, замењујући различите делове испод зрака.
Важна тачка: приликом загревања цеви потребно је придржавати се "златне средине". Ако површина није довољно загрејана у време савијања, цев може да пукне. Ако се у време загревања грејни елемент приближи производу, полимер се може запалити.
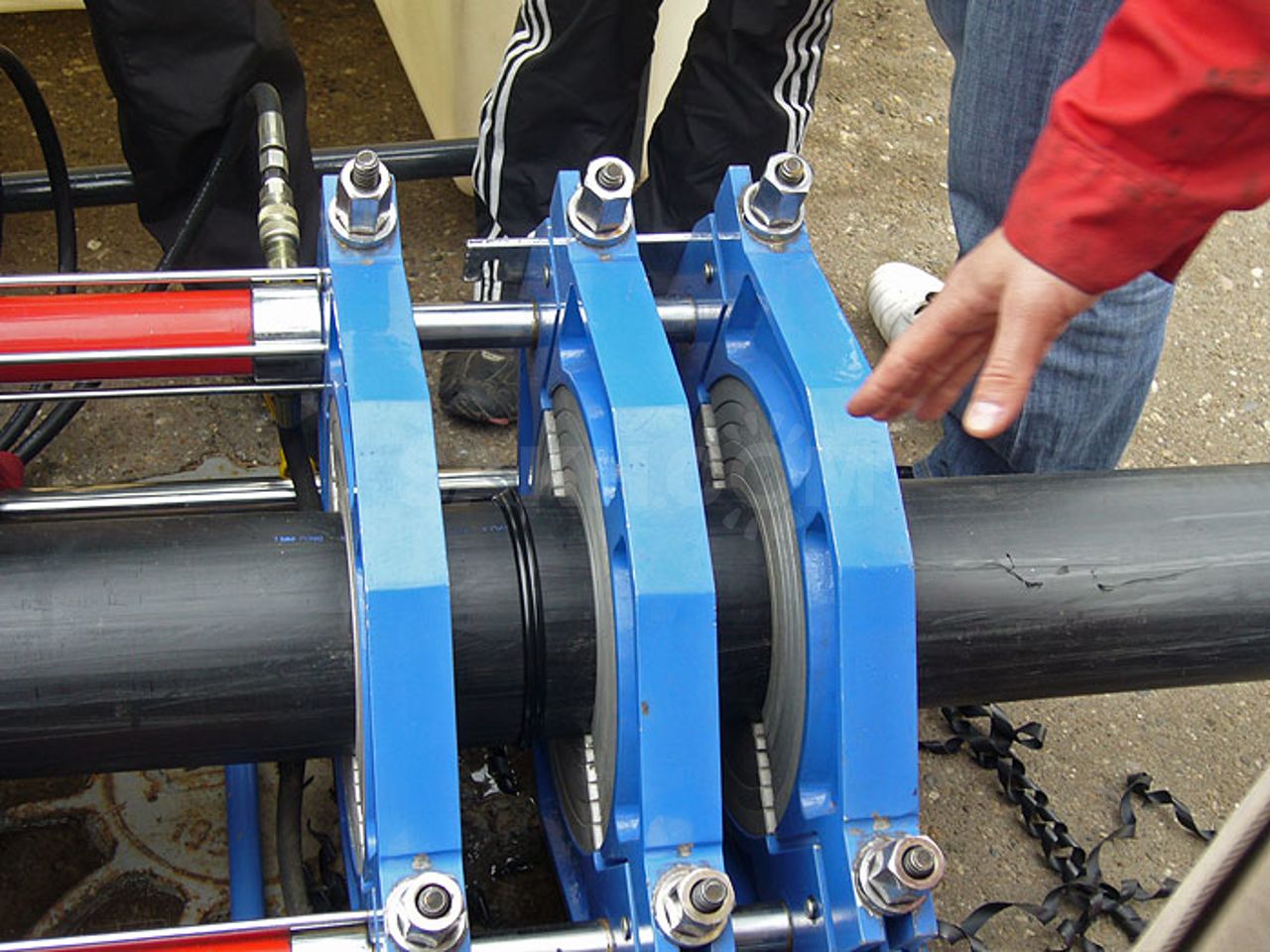
Чеоно заваривање

ХДПЕ цеви можете заварити својим рукама. Чеоно заваривање се врши помоћу посебне опреме са механичким или хидрауличним погоном. Такав апарат за заваривање ће омогућити спајање два елемента цеви до потпуног и чврстог споја. Најпопуларнији уређаји су они који имају софтверску контролу. Такву опрему карактерише потпуна аутоматизација и могућност контроле процеса заваривања без интервенције оператера у смислу физичког напора.
Пре него што радите сопственим рукама, треба изабрати ХДПЕ цеви са јединственим техничким карактеристикама. Препоручљиво је заварити цеви чак и из исте серије. Пошто је овде полимер спојен на молекуларном нивоу, овај приступ ће учинити шав заваривања херметичким и поузданијим.
Принцип сучеоног заваривања је загревање крајева цеви на посебној плочи. Након топљења, ПЕ плоча између крајева две цеви које се заварују се уклања и елементи се механички компресују док се полимер потпуно не измеша и залеми. Након тога, цеви се морају оставити да се потпуно охладе.
Опис метода заваривања ПВЦ цеви
- Дакле, за цеви са попречним пресеком од 20 мм, дужина топљења (дубина заваривања) ће бити 14,5 мм;
- Елементи 25 мм - 16 мм;
- За цеви пречника 32 мм - 18 мм;
- За цеви пресека од 40 мм - 20 мм;
- Цеви пречника 50 мм - 23 мм.
Предности употребе електрофузије
Обично се електричне спојнице користе у случајевима када није згодно или практично заварити полиетиленске цеви од краја до краја. Најчешће се то дешава у канализационим бунарима, уским и незгодним каналима, уградним јамама у подножју и зидовима кућа. Строго говорећи, електричне спојнице долазе у помоћ у случајевима када се не може користити сучеоно заваривање.








Још једна предност овог начина спајања полиетиленских цеви је његова погодност у случају несреће или оштећења цевовода. По правилу, такве ситуације захтевају веома брзо решавање проблема. Заваривање ХДПЕ цеви са електричним спојницама одликује се значајном лакоћом имплементације - у овом случају није потребно посебно знање.

Лакоћа уградње уређаја је обезбеђена присуством посебних рупа на њему. Да би се одредио оптимални температурни режим за пристајање на савременим апаратима за заваривање, обезбеђена је функција читања потребних информација директно са бар кода, који је опремљен електричним спојницама. Поступак повезивања се спроводи најједноставнијим алатима - уређајем за скидање крајева цеви, електричном спојницом и апаратом за заваривање.



