- Пријаве
- Врсте бакарних цеви
- Шта је потребно за лемљење бакарних цеви
- бр. 11. Пречник цеви за грејање
- Методе повезивања бакарних цеви
- Заваривање
- Спајање бакарних цеви са издувним спојницама.
- Роллинг
- Компресиони спој
- Прес фитинг
- Лемљење бакарних цеви
- Ограничења при коришћењу бакарних цеви
- Методе повезивања бакарних цевовода
- Како поједноставити инсталацију грејања
- Капиларно лемљење
- бр. 6. Бакарне цеви за грејање
- Разноврсни производи од бакра
- Производња
- Метод #2: Урезивање (Ролл Гроове)
- Припрема и израда споја назубљених жлебова
- Тестирање комплетног система са наруквицама
- бр. 7. Полипропиленске цеви за грејање
- Упоредни преглед цена
- Врсте
- Спецификације
Пријаве
Постоји неколико ситуација када је боље изабрати овај материјал:
- Тренутна опција за уградњу система грејања из бакарних цеви је повезивање на котао на чврсто гориво. То је због чињенице да су такви системи подвргнути продуженом излагању високим температурама (преко 100 степени Целзијуса).
- У поређењу са другим материјалима, бакар је бољи ако има сложен облик.
- Инсталација ће бити 100% оправдана ако власник куће има довољно новца, жели да добије највећи индикатор издржљивости.
Узимајући у обзир друге опције, морате обратити пажњу на пластику или нерђајући челик.
Врсте бакарних цеви
Такви производи се разликују по величини и пресеку и имају следеће врсте:
- Бакарна жарена цев. Да би стекли мекоћу, такви производи се подвргавају топлотној обради. Ово поједностављује њихову инсталацију.
- Бакарне не жарене цеви. То су равни сегменти дужине од 1 до 5 м.
Пресек цеви може бити класичан и правоугаони. Потоњи се користе у стварању проводника за намотаје статора, који се хладе помоћу течности. Њихова производња је сложена и цена је већа од конвенционалних. Најпопуларнији пречник бакарних цеви за водоснабдевање је од 10 до 23 мм, за одводне системе - од 30 до 45 мм.
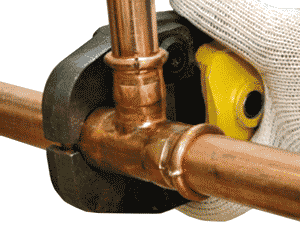
Шта је потребно за лемљење бакарних цеви
Лемљење бакарних цеви, које није тешко урадити сопственим рукама, не захтева скупу опрему и било какве посебне материјале. Да бисте га правилно имплементирали, биће вам потребни следећи уређаји.
Горионик, због којег ће се загревати лем и део цеви где ће бити спојени. По правилу, на такав горионик се доводи пропан гас, чији се притисак регулише редуктором за заваривање.
Специјални алат за сечење бакарних цеви. Пошто су производи од овог метала веома мекани, потребно их је сећи довољно нежно да не би наборали зидове. На савременом тржишту нуде се резачи за цеви различитих модела, који се разликују по својој функционалности и техничким могућностима.
Дизајн појединачних модела таквих уређаја, што је важно, омогућава им да се користе чак и за рад на тешко доступним местима.
Експандер цеви је уређај који вам омогућава да проширите пречник бакарне цеви, што је неопходно за боље лемљење. У различитим системима монтираним од бакарних цеви користе се елементи истог пресека, а да би се квалитативно повезали, потребно је мало повећати пречник једног од повезаних елемената. Управо овај проблем решава такав уређај као експандер цеви.
Управо овај проблем решава такав уређај као експандер цеви.
Комплет за ширење бакарних цеви
Уређај за скошење крајева бакарних цеви. Након обрезивања, на крајевима делова остају неравнине, што може ометати добијање квалитетне и поуздане везе. Да бисте их уклонили и крајевима цеви дали потребну конфигурацију, пре лемљења се користи бевелер. Данас на тржишту постоје две главне врсте уређаја за кошење: постављене у округло тело и направљене у облику оловке. Погоднији за употребу, али и скупљи, су округли уређаји који могу да обрађују меке бакарне цеви пречника не више од 36 мм.
Да бисте правилно припремили бакарне цеви за лемљење, потребно је уклонити све нечистоће и оксиде са њихове површине. У ове сврхе се користе четке и четке, чије су чекиње направљене од челичне жице.
Лемљење бакарних цеви се обично изводи тврдим лемом, који може бити високе и ниске температуре. Високотемпературни лем је бакарна жица која у свом саставу садржи око 6% фосфора. Таква жица се топи на температури од 700 степени, док је за њен нискотемпературни тип (калајна жица) довољно 350 степени.
Технологија лемљења бакарних цеви подразумева употребу специјалних флукса и паста који обављају заштитну функцију. Такви флуксови не само да штите формирани шав од стварања ваздушних мехурића у њему, већ и значајно побољшавају приањање лема на материјал цеви.
Поред флукса, лемљења и других основних елемената, биће потребни додатни алати за лемљење бакарних цеви, који се могу наћи у свакој радионици или гаражи. За лемљење или заваривање бакарних производа додатно припремите:
- обичан маркер;
- рулет;
- ниво зграде;
- мала четка са чврстим длакама;
- чекић.
Пре почетка рада, такође је важно одлучити како лемити бакарне цеви. Могу постојати две главне опције: лемљење бакра (ређе се користи) и коришћење меког лема. Приликом решавања овог питања важно је поћи од чињенице да постоје захтеви за употребу једне или друге врсте лемљења
Дакле, тврди лемови се користе за лемљење елемената расхладних јединица и клима уређаја. У свим осталим случајевима (водовод, грејање итд.) може се користити лимена жица. Али без обзира на изабрану технологију, треба запамтити да је флукс у сваком случају неопходан.










Приликом решавања овог питања важно је поћи од чињенице да постоје захтеви за употребу једне или друге врсте лемљења. Дакле, тврди лемови се користе за лемљење елемената расхладних јединица и клима уређаја.
У свим осталим случајевима (водовод, грејање итд.) може се користити лимена жица. Али без обзира на изабрану технологију, треба запамтити да је флукс у сваком случају неопходан.
Четке за скидање унутрашње површине бакарне цеви пре лемљења
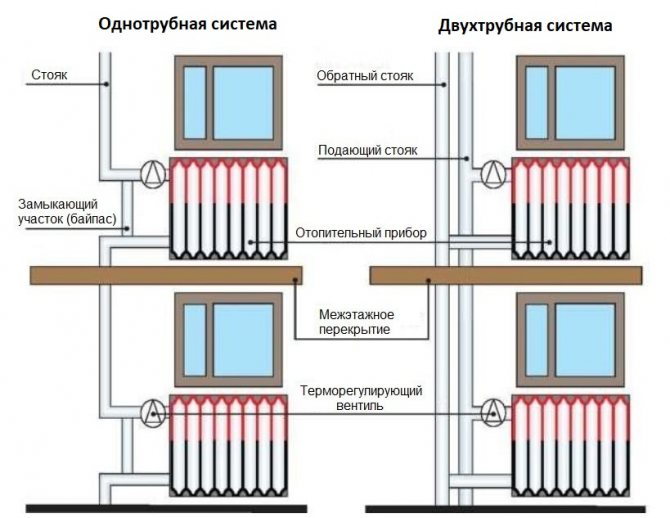
бр. 11. Пречник цеви за грејање
Цеви од различитих материјала представљене су у различитим пречникима. Да бисте изабрали најприкладнију вредност, потребно је да проучите целу шему система грејања и затражите помоћ стручњака. Приближни пречник се може израчунати независно. Узимају се у обзир параметри као што су површина просторије од које зависи топлотна снага и брзина расхладне течности.
Многи погрешно мисле да што је већи пречник цеви, то је већа ефикасност система. У ствари, када се бирају превелике цеви, притисак у систему се смањује, а грејање потпуно нестаје - топла вода не може да обиђе цео систем цевовода и радијаторе. Што је мањи пречник, то је већа брзина протока воде. У идеалном случају, брзина би требала бити већа од 0,2 м/с, али мања од 1,5 м/с, иначе ће процес циркулације расхладне течности бити превише бучан.
Пречник се бира на основу прорачуна потребна топлотна снага. За просторије са висином плафона до 3 м, потребно је 100 В енергије за сваки 1 м2. За просторију од 20 м2, на пример, потребно је 2000 В топлотне снаге, овде је вредно додати 20% резерве, добијамо 2400 В. Ову топлотну снагу обезбеђују један или два радијатора, ако у просторији постоје два прозора - испод сваког прозора. Према табели, видимо да су за покривање ове снаге потребне цеви унутрашњег пречника од 8 мм, али је погодан и 10 мм. Наравно, ово су све условне калкулације, али ће вам помоћи да се крећете у буџету за куповину цеви.
На крају, напомињемо да је боље не штедјети на цијевима за гријање - то ће вас спасити од бројних проблема.Производи таквих произвођача као што су Акватхерм, Рехау, Баннингер, Вефатхерм, ФВ-Пласт су се добро доказали.
Методе повезивања бакарних цеви
Заваривање
Јавља се прилично ретко. Горионик за заваривање повезује бакарне цеви великог пречника за грејање (почевши од пречника од 108 мм);
Спајање бакарних цеви са издувним спојницама.
Унутар цеви се прави рупа, убацују се брегови и помоћу специјалног алата се извлачи утичница. Прилично напоран и скуп начин повезивања цеви, потребна вам је посебна машина и инсталатери не поштују ову опцију монтаже.
Роллинг
Начин повезивања бакарних цеви је добар, али се не користи у системима грејања. Веома је ретко наћи распаљени део, а затим фабрички направљен.
Компресиони спој
Јавља се прилично често. Састоји се из три дела: навртке, о-прстена и самог окова у облику угла. Принцип повезивања: матица, заптивни прстен и сам спој се стављају на бакарну цев. Затим се навртка увија и притиска цев на фитинг. С друге стране, исто се ради.
Недостатак овог начина повезивања бакарне цеви је у томе што не постоји препорука којом силом затегнути матицу на фитингу. Свако то ради најбоље што може и као резултат тога може доћи до цурења воде.
Још један недостатак је условна нераздвојљивост фитинга, тк. заптивни прстен, када се обуче на цев, урезује се у њега и остаје заувек. Због тога, да би се поправио део цеви (уклонио фитинг), потребно је исећи овај део цеви и уметнути нови.
Ако вам се понуди компресиони фитинг, боље је одбити и тражити нешто друго.
Прес фитинг
Ретко је, јер.мајстору је потребан сет специјалних клешта (око дванаест) и скупа преса да би га инсталирао. Принцип спајања: фитинг се пребацује преко цеви и стеже клештима жељеног типа. Резултат је савршено јака нерастављива веза.
Разлика између обраде ових меких и тврдих цевних фитинга.
Унутар мекане бакарне цеви приликом уградње компресионог споја мора се уметнути потпорна чаура. Рукав вам омогућава да сачувате геометрију цеви приликом компресије потпорног прстена.










Лемљење бакарних цеви
Метода омогућава да се добије висококвалитетна веза бакарне цеви помоћу јефтине опреме. Ово је обично пропан бакља за мале пречнике цеви. За цеви пречника већег од 54 мм, погодан је ацетилен-ваздушни пламеник.
Постоје две врсте лемљења - тврдо и меко (висока и ниска температура). Тврдо лемљење се изводи на вишој температури од меког лемљења. Постоји мишљење да је тврдо лемљење јаче од меког лемљења. Ово није истина.
Тврдо лемљење је мање технолошки напредно од меког лемљења. Да бисте лемили помоћу тврдог лемљења, потребно је само да ставите фитинг на цев, загрејте спој до тамноцрвене боје, а затим причврстите лем.
Меко лемљење укључује:
- Чишћење споја до металног сјаја,
- Чишћење унутрашње површине фитинга,
- примена флукса,
- спојни делови,
- Уклањање вишка флукса
- Заправо лемљење.
Главна разлика између меког лемљења и тврдог лемљења је у томе што након меког лемљења, бакарна цев има уреднији изглед него након тврдог лемљења.Током тврдог лемљења, цев се јако загрева, црни у дебљини, постаје прекривена љуспицама - немогуће је очистити, неће изгледати као сјајна бакарна цев, биће црна. Након тврдог лемљења, котларница изгледа ружно, па ако нуде тврдо лемљење, боље је одбити. Треба користити само меки лем.
Тврдо лемљење бакарне цеви је погодно за оне случајеве када се кроз цевовод не транспортује течност, већ гас. На пример, за системе климатизације, системе за транспорт било каквих гасова, дозвољено је само тврдо лемљење, јер остаци флукса који се наносе на цев и унутрашњу површину фитинга улазе у цевовод и морају се испрати.
Меко лемљење је погодно за хидрауличне системе као изгледа више естетски.
Ограничења при коришћењу бакарних цеви
За бакар постоје следећа оперативна ограничења због својстава метала:
- Мекоћа, која обезбеђује пластичност цеви и погодност њихове уградње, намеће ограничење на дозвољене брзине протока воде. За дуг радни век система за водоснабдевање оптималне су вредности до 2 м / с.
- Због мекоће бакра, на чистоћу воде постављају се следећи захтеви – не би требало да садржи механичке нечистоће, што се постиже постављањем одговарајућих филтера на улазу. Суспендоване честице могу проузроковати ерозију (испирање материјала са зида цеви) услед механичког удара.
- Површина бакра је прекривена оксидним филмом који се јавља природно и представља заштитни слој. Хлор присутан у води претвара овај филм у праву патину, која цевима пружа још већу заштиту.Ово се дешава само када је укупна тврдоћа воденог тока 1,42–3,1 мг/л са пХ у опсегу 6,0–9,0. У супротном, патина ће бити уништена, а то ће довести до њене континуиране рестаурације због потрошње бакра, што може значајно смањити век трајања цевовода.
- У водоснабдевању пијаћом водом није дозвољена употреба оловног лема за спајање цеви (олово је токсична материја).
- Приликом постављања бакарног цевовода потребно је извршити све операције како се не би смањио радни век система са процењених 50 година. Приликом савијања цеви, њихови набори нису дозвољени, јер ће то нарушити ламинарни ток воде. Цев се не сме увијати. У случају застоја, уређивање се врши не више од 1 пута.
- Неравнине и неравнине настале након лемљења морају се уклонити, јер доприносе настанку турбулентних вртлога у протоку воде уз истовремену ерозију, што ће довести до смањења века трајања бакарног цевовода.
- Прегријавање током лемљења, посебно јако, може довести до пропуштања споја или губитка чврстоће бакра, до ударца.
- Флукс који се користи за лемљење мора се уклонити прањем, јер је агресивна супстанца и може допринети корозији цеви.
- Забрањено је монтирати елементе од алуминијума, цинка, челика након бакарних цеви у правцу протока воде како би се спречила корозија ових последњих. Ако овај услов није испуњен, потребна је употреба пасивних анода (од магнезијума, на пример).
- Прелазак са бакра на цев од других метала препоручује се да се изврши преко месинганих, бронзаних или нерђајућих фитинга како би се избегла брза корозија последњег.
Упркос постојећим ограничењима употребе, данас се бакарне цеви сматрају најбољим материјалом за уређење водоводних система.
Методе повезивања бакарних цевовода
У пракси се бакарне цеви за грејање повезују на следеће начине.
Капиларно лемљење је најпоузданији начин монтаже. Да бисте то урадили, биће вам потребна бакља и посебан лем.
 Следећи најпоузданији метод је повезивање са прес фитинзима. Ова метода захтева употребу клешта за пресовање. Упркос чињеници да је ова метода нешто инфериорнија од лемљења у квалитету, користи се прилично често, јер практично не захтева посебну обуку. Употреба овог начина повезивања је могућа ако притисак енергетског носача не прелази 10 атмосфера.
Следећи најпоузданији метод је повезивање са прес фитинзима. Ова метода захтева употребу клешта за пресовање. Упркос чињеници да је ова метода нешто инфериорнија од лемљења у квалитету, користи се прилично често, јер практично не захтева посебну обуку. Употреба овог начина повезивања је могућа ако притисак енергетског носача не прелази 10 атмосфера.
Повезивање са компресионим спојницама. Најлакши начин за спајање бакарних делова система грејања, од опреме су потребни само кључеви одговарајуће величине. Ова једноставност је донекле утицала на квалитет споја, разлог за проблем најчешће лежи у квалитету фитинга, а не у самој цеви.
Како поједноставити инсталацију грејања
Ево шта је још занимљиво знати о грејању из бакарних цеви - инсталација система може се знатно поједноставити и учинити поузданијом. Ово је могуће због чињенице да су металне цеви бакарне, веома су дуктилне. Поред тога, таква цев се производи не само у облику измерених материјала, већ је могуће купити у заливима значајне дужине. Ово вам омогућава да монтирате систем практично без линеарних спојева.
У овом случају, потребна конфигурација грејне линије се постиже савијањем цеви, нећете морати да користите угаоне арматуре. Постоји и могућност попречног уметања цеви са накнадним лемљењем.
Да бисте савијали бакарну цев и спречили њену деформацију, поступите на следећи начин.
Да бисте савијали бакарне цеви за грејање без претходног загревања, мораћете да користите посебан уређај - савијач цеви. Омогућава вам да добијете дати угао савијања, истовремено спречавајући деформацију цеви. Ако покушате да то урадите ручно, добићете оштећен материјал, јер је у скоро свим случајевима унутрашњи пресек значајно поремећен, што ствара додатни отпор, што доводи до смањења циркулације енергетског носача.
Једноставније, а још више не захтева сложене уређаје, је савијање загрејаних цеви. Да би се то урадило, цеви се загревају гориоником, прво се морају ставити на посебну спиралу, што ће спречити смањење попречног пресека. Савијање се врши глатким покретом без трзаја.










Запамтите, биће могуће исправити угао тек након поновног загревања, али то је такође непожељно, такав утицај може негативно утицати на својства цеви.
Капиларно лемљење
Овај метод повезивања бакарних цеви заснива се на дејству сила површинског напона, које вам омогућавају да попуните спој спојених елемената лемом.
Да бисте добили квалитетну везу, морају бити испуњени следећи услови:
- Делови који се спајају повезани су методом утичнице. Да бисте то урадили, крај једног елемента мора бити проширен (проширен), имајте на уму да размак између цеви на споју треба да буде десети део милиметра.У ту сврху је боље користити посебан експандер или алат за прирубљивање (за уметање цеви).
- Цеви се чисте, у зависности од лема, морају се третирати флуксом.
- Након што су предмети повезани, почните равномерно загревати спој. Када достигнете потребну температуру, унесите жицу за лемљење у пламен. Током процеса топљења, течни лем ће испунити цео простор између цеви на споју.
Технологија капиларног лемљења, наравно, има своје нијансе, чије је разматрање немогуће у обиму једног чланка. Али ова врста везе је најкоришћенија, јер грејање бакарним цевима мора бити лепо како би одговарало његовој цени.
бр. 6. Бакарне цеви за грејање
Наставимо проучавање металних цеви за грејање. Бакарне цеви су почеле да се користе још у 17. веку и још увек се активно користе, упркос појављивању јефтинијих опција.
Предности:
- трајност у поређењу са веком трајања зграда. Бакарне цеви и фитинги не губе своје квалитете 100 или више година;
- отпорност на корозију, висока непропусност, недостатак способности проласка ваздуха и акумулације наслага на унутрашњој површини, стога се током година пропусност цеви не смањује;
- висока топлотна проводљивост;
- отпорност на екстремне температуре (опсег радне температуре од -200 до +500С) и скокове притиска у систему;
- естетски изглед.
Главни недостатак је висока цена. Не само да је сам материјал скуп, већ су и главни произвођачи концентрисани ван земље.
Ако узмемо у обзир издржљивост материјала и одсуство проблема у наредних 100 година, онда трошак не изгледа као тако значајан недостатак.Ако се питање избора цеви за грејање не ослања на буџет, онда ће бакарне цеви бити најбоља опција.
Процес инсталације је специфичан, па је боље потражити помоћ од професионалаца.
Да би систем грејања служио дуги низ година, боље је не комбиновати бакарне цеви са цевима од нелегираног челика. Ово последње ће врло брзо зарђати. Ако се таква комбинација не може избећи, онда нека челичне цеви буду испред бакарних цеви у правцу кретања воде.

Разноврсни производи од бакра

Бакарне цеви су класификоване према различитим критеријумима. Један од главних је начин на који се праве. Према овом критеријуму, производи су подељени у следеће врсте:
- Неотопљене бакарне цеви. Израђују се од чистог метала ваљањем или штанцањем. Цеви имају високу чврстоћу и лако издржавају притисак од 450 МПа. Употреба ове методе има неке недостатке. Резултат је материјал смањене пластичности, што донекле ограничава његов обим.
- Жарено. Обрада цеви се врши посебном технологијом. Његова суштина лежи у загревању материјала до 700 степени, након чега следи хлађење. Хлађење се врши постепено. Као резултат такве обраде, производи од бакра губе снагу. Уместо тога, повећава се његова пластичност. Због ове карактеристике, бакарна цев се широко користи за изградњу цевовода који има сложену конфигурацију.
Према стандардима, бакарне цеви се производе у три врсте, које имају карактеристичне разлике у погледу механичких и радних својстава. Дакле, у зависности од степена тврдоће, производи од бакра су подељени у следеће врсте:
- Чврст.Производи се широко користе за цевоводе, који морају имати високу чврстоћу. Дистрибуција цеви током процеса уградње врши се само предгревањем. Цјевовод може имати више завоја. Да бисте савијали цев под изабраним углом, морате користити савијач цеви.
- Получврста. Бакарне цеви овог типа могу лако издржати експанзију ако се пречник повећа за 15%. Производ има већу пластичност од претходног материјала. Али, ипак, потребан вам је савијач цеви за савијање.
- Меке цеви. У стању да издржи дистрибуцију са четвртином повећања пречника. У овом случају нема празнина и пукотина. Производ се лако савија. За ово, материјал не треба загревати. Меке бакарне цеви се широко користе за системе грејања и водоснабдевања. Такође се широко користе у полагању подног грејања.
Такође, бакарне цеви се класификују према облику пресека. Они су округли или правоугаони. Последња опција је много скупља. Правоугаоне цеви се користе за производњу специјалних проводника у електричној опреми. Такође, бакарне цеви могу имати различите дебљине зида (0,6 - 3 мм) и пречнике (12 - 267 мм). У различитим областима користе се производи са одређеним параметрима. Тако, Цеви се користе за изградњу гасовода, чија је дебљина зида 1 мм, ау водоводу - 2 мм.
Производња
За изградњу цевовода за водоснабдевање и грејање користе се бешавни производи од бакра. Израђују се помоћу три технологије:
- хладно ваљање - деформација металног радног предмета се јавља приликом проласка између ротирајућих ваљака. Пролазни отвор се креира методом фирмвера.Затим се рукав калибрише на жељене димензије;
- хладно извлачење - засновано на провлачењу радног предмета кроз алат за цртање (алат за цртање) са посебним каналом који се сужава у дужини. У процесу цртања, метал се компримује на потребне геометријске параметре и растеже дуж дужине;
- топло пресовање - добијање цеви екструзијом (ектрузијом) кроз излаз матрице.
У индустријској производњи може се користити једна од ових технологија или њихова комбинација. Састав опреме и технолошких операција може имати неке разлике, али главни производни процес се увек састоји од следећих корака:
- припрема радног предмета;
- хладно ваљање или извлачење или топло пресовање;
- термичка обрада;
- подмазивање цеви и алата;
- прерада готових и полупроизвода;
- сечење на мерене делове или намотавање у намотаје;
- контрола квалитета готових производа.
Метод #2: Урезивање (Ролл Гроове)
Цевоводи створени спојем са крајњим жлебовима (жлебови за нарезивање) већ дуго се практикују на конструкцији спринклер (иригационих) противпожарних система. Од 1925. године овај потпуно поуздан начин спајања цеви користи се на челичним и гвозденим цевоводима за грејање, вентилацију, климатизацију и друге системе.










У међувремену, сличан метод механичког повезивања је такође доступан за бакарне цеви пречника од 50 мм до 200 мм. Комплет механичког повезивања са ребрима садржи:
- спојнице,
- заптивке,
- разне арматуре.
Механички систем за нарезивање нуди практичну алтернативу за лемљење бакарних цеви већег пречника. Сходно томе, метода нарезивања не захтева додатно загревање (примену отвореног пламена), као у случају лемљења. тврди или меки лем.
Жлеб за нарезивање на крају бакарне цеви је један од главних елемената методе повезивања „наребреног жлеба“. Мерење након ваљања одређује одговарајући спој
Жлебна веза се заснива на дуктилности бакра и повећању чврстоће овог метала током хладног рада. Дизајн подразумева заптивање система стезања, за шта се користи заптивач од синтетичког еластомера (ЕПДМ - Етхилене Пропилене Диене Метхилене) и посебно дизајнирана стезаљка. Бројни произвођачи широм света нуде алате за стварање жлебних спојева - заптивке, стезаљке, фитинге.
Фитинги различитих величина и радне стеге са заптивкама користе се у пројектовању спојева изведених методом жлебова назубљених.
Припрема и израда споја назубљених жлебова
Као и код других процеса спајања бакра без лемљења, правилна припрема краја цеви је од примарне важности у стварању јаког, непропусног завара. Прави избор алата за нарезивање за сваку врсту бакарне цеви је такође очигледан. Препоруке произвођача морају се поштовати како би се обезбедила сигурна припрема ових врста прикључака без проблема.
Табела дозвољених притисака и температура за ову врсту везе
| Врста конекције | Опсег притиска, кПа | Опсег температуре, ºЦ |
| Жлеб, Д = 50,8 - 203,2 мм, тип К, Л | 0 — 2065 | минус 35 / плус 120 за К минус 30 / плус 80 за Л |
| Роло жлеб, Д = 50,8 - 101,2 мм, Д = 50,8 - 203,2 мм тип М | 0 — 1725 | минус 35 / плус 120 |
| 0 — 1375 | минус 30 / плус 80 |
Корак по корак процес састављања чвора са жљебовима за нарезивање:
- Крајеве бакарних цеви исеците тачно окомито на осу.
- Уклоните неравнине након сечења и закошења.
- Намотајте жлебове до жељених димензија према захтевима произвођача окова.
- Прегледајте фитинге, заптивке, стезаљке на оштећења.
- Подмажите заптивке према препорукама произвођача.
Пре завршне монтаже, проверите да ли су површине за стезање чисте и остатке. Саставите једињење према препорукама произвођача.
Практично састављен фрагмент чвора методом "жлеб за нарезивање". Еластичне заптивке стезног држача се третирају малом количином мазива пре коначног налегања бакарних цеви.
Затезне матице треба коначно затегнути на потребан обртни момент према препорукама произвођача. Након затезања шрафова, подручје стезања треба поново испитати како би се уверило да је склоп правилно састављен.
Тестирање комплетног система са наруквицама
Тестирање комплетног система цевовода може се извршити применом притиска ваздуха или воде на систем. Хидропнеуматска метода такође није искључена када се примењује релативно висок испитни притисак.
Међутим, треба узети у обзир да вредност испитног притиска не би требало да пређе максимални дозвољени радни притисак који је навео произвођач система жлебова са наребрицом.
бр. 7. Полипропиленске цеви за грејање
Полипропиленске цеви се израђују на бази полимера, постоји неколико врста таквих цеви, али се у систему грејања обично користе ПП цеви од специјалног пропилена. Материјали термопластичне групе, који укључују све врсте полипропиленских цеви, су нестабилни на високе температуре, па је за системе грејања потребно узети само ојачане цеви, пожељно са фибергласом. Тако, на пример, цеви типа ПН25 су ојачане, издржавају притисак у систему до 25 атм и температуру од +95Ц са краткотрајним повећањем на +120Ц.

Предности:
- релативно дуг радни век. Према произвођачима, трајност достиже 50 година;
- отпорност на корозију. Унутрашња површина цеви остаје глатка током целог радног века, без нарушавања протока. Због непропусности, кисеоник не пролази у систем и не оштећује његове металне елементе;
- висока механичка чврстоћа;
- мала тежина;
- отпорност на ниске температуре. Ако је вода замрзнута у цеви, не морате да бринете о интегритету - због могућности ширења, материјал се неће оштетити и вратиће се у првобитни облик након одмрзавања;
- херметичка веза, која се обезбеђује посебним спојевима и заваривањем;
- релативно једноставан процес инсталације. За спајање појединачних елемената са спојницама користи се специјална машина за заваривање, која се популарно назива гвожђе и лемилица. За заваривање споја потребно је неколико секунди, а није тешко научити како се ради са уређајем;
- низак ниво буке када се вода креће кроз цеви, посебно у поређењу са металним колегама;
- потпуна нешкодљивост по здравље;
- релативно ниска цена.Полипропиленске цеви ће коштати мање од метално-пластичних или цеви од нерђајућег челика.
Међу недостацима:
- немогућност употребе у подручјима опасним од пожара;
- висока линеарна експанзија резултира потребом за коришћењем компензатора.
Често, недостаци укључују ниску отпорност на топлоту, ниску крутост и нестабилност на водени чекић. Ово је због погрешног избора полипропиленских цеви. За системе грејања потребни су само ојачани производи који не падају, издржавају високу температуру и притисак. Поред тога, производни процес је од великог значаја: ако је технологија прекршена, излазе цеви неадекватног квалитета, па је боље дати предност поузданим еминентним произвођачима.










Упоредни преглед цена
У грађевинарству, водоинсталатерским радњама можете купити цеви за грејање које су направљене од различитих материјала:
- Бакар. Просечна цена за 1 метар (пречник 20 мм) је 250 рубаља. Дозвољене температуре радног флуида - до 500 степени Целзијуса. Они преносе залутале струје, што је недостатак.
- полипропилен. Просечна цена за 1 метар је 50 рубаља. Погодно за течности температуре до 95 степени. Не оксидирају. Не може издржати јак водени чекић.
- Метал-пластика. Просечна цена за 1 метар је 40 рубаља. Максимална температура је до 150 степени. Период активног рада је 15 година.
Цене варирају у зависности од пречника, дебљине зида, славе произвођача.
 Бакарне цеви за грејање
Бакарне цеви за грејање
Врсте
Врсте полипропиленских цеви, у зависности од дизајна:
- чврста - направљена од хомогене пластике;
- ојачани - у производњи се користе два или више материјала, који се међусобно комбинују.
Ојачане цеви имају неколико разлика од чврстих делова:
- спољна страна је обложена алуминијумском фолијом;
- додатни алуминијумски премаз може бити унутар дела;
- цеви могу бити ојачане фибергласом.
Класификација полипропиленских цеви са ојачањем:
- Алуминијум. Може се ојачати непрекидним слојем или мрежом са малим рупама. Присуство додатног слоја метала обезбеђује смањење топлотног ширења пластике, повећање чврстоће, отпорност на притисак.
- Фибергласс. Имају слојевиту структуру. Главни слојеви су два слоја полипропилена, између којих се налази ојачавајући слој од фибергласа.
- Метал-полимер. Састоји се од 5 слојева. Споља и изнутра је полипропилен. Међуслојеви - лепак. Централни је алуминијум.
Техничке карактеристике армираних производа су веће од оних делова направљених од хомогеног материјала.
 Разне полипропиленске цеви
Разне полипропиленске цеви
Спецификације
Техничке карактеристике полипропиленских цеви:
- Индекс отпорности на мраз - до -15 степени. Цеви од овог материјала нису погодне за производњу спољних водоводних цеви.
- Ниска топлотна проводљивост. Због тога течност стиже са једног краја цевовода на други са минималном температурном разликом.
- Густина полипропилена је 0,91 кг/цм2.
- Хемијска отпорност материјала.
- Висока стопа линеарне експанзије.
- Механичка чврстоћа - 35 Н / мм.
- Омекшавање полипропилена почиње на 140 степени.
- Отпорност на топлоту на носаче топлоте - до 120 степени.
- Топљење пластике почиње на 170 степени.
- Опсег радног притиска је 10-25 атмосфера.
Цеви од овог материјала се израђују пречника од 10 до 125 мм. Делови су повезани помоћу специјалног лемилице. Захваљујући лемљењу, добија се јак, херметички шав.