
- 1 Бакарне цеви за водоснабдевање - технолошке карактеристике и предности
- Методе повезивања
- Монтажа
- Како лемити бакарне цеви, упутства корак по корак
- Припрема везе
- Апликација флукса
- Лемљење
- Сорте бакарних производа
- По договору
- Према начину израде
- По облику пресека
- Према степену тврдоће
- Врсте намотаја
- Које арматуре постоје на тржишту?
- Опција #1 - елементи компресије
- Опција #2 - капиларни спојеви
- Опција #3 - прес фитинзи
- Врсте фитинг производа
- Нијансе монтаже и лемљења цеви свих пречника
- Урадите сами корак по корак у 7 корака
- Спецификације
- Класификација цеви
- Регулаторни захтеви
- Уградња бакарних цеви за водоснабдевање
- Неопходни алати и материјали
- Напредак рада
- Карактеристике монтаже
1 Бакарне цеви за водоснабдевање - технолошке карактеристике и предности
Пре свега, бакар цеви за водовод привлачни по својој снази. Чврсти производи пречника 12 мм, са дебљином зида од само 1 мм, пројектовани су за радни притисак од 100 бара на температури од 250 °Ц. Бакарни цевовод на фитингима, монтиран тврдим лемљењем, издржава максимална оптерећења преко 500 атм и температуре до 600 °Ц. Многи материјали постају крхки како температура пада.Бакар је изузетак - снага и дуктилност овог метала се повећавају са смањењем температуре.
Ово својство обезбеђује прихватљивост поновног замрзавања и одмрзавања бакарних цеви (у зависности од тврдоће производа до 3 пута). Чак и ако дође до хаварије, то је само на једном месту, за разлику од челичних цевовода, у којима се налет шири по целој цеви. Стога, отклањање последица замрзавања бакарних производа није тешко, а челични систем мора бити потпуно замењен.

Бакарне цеви се лако обрађују и технолошки су веома напредне у било ком делу инсталације: приликом проласка рупа, савијања око углова и других препрека, уградње опреме, монтаже огранка на већ готов цевовод. За све радове потребан је једноставан механизовани и ручни алат.
Бакарни системи су универзални - фитинги и цеви истог стандарда се користе за све врсте комуналних услуга. Ово обезбеђује употребу једне методе инсталације и исте опреме. Најчешћи и најпоузданији начин спајања бакарних цеви је капиларно лемљење. Ширина лемљења, чак и код малих пречника, није мања од 7 мм и даје снагу уградње већу од оне код познатих метода спајања, укључујући било коју врсту заваривања.

Приликом испитивања увек је долазило до лома тела цеви, а непропусност спојева, укључујући и сервисиране, никада није нарушена. Капиларно лемљење омогућава брзу и лаку монтажу. Његове предности су посебно очигледне у поређењу са заваривањем, које захтева већу прецизност и пажњу при раду са пластичним цевима, или гломазном опремом у случају челичних система.
Поред прикључака високе издржљивости и поузданости (пресовање, лемљење, заваривање), постоје и они који не захтевају посебне вештине и алате - коришћењем фитинга за брзу уградњу у случају хаварија, као и у системима без притиска (самостални -закључавање, компресија и тако даље). Ово обезбеђује ефикасност и флексибилност у раду инсталатера. Забрањено је увијање бакарних цеви, али комбиновани фитинзи омогућавају једноставан прелазак на навој притиском или лемљењем.
Због пластичности бакра могуће је, коришћењем механизованог или ручног експандера, спојити цеви капиларним лемљењем без употребе фитинга. Ово омогућава (у неким случајевима значајно) смањење трошкова система током његове инсталације. Метода спајања обезбеђује гарантовану стабилност параметара и поузданост система.
Дозвољено је уградити бакарни цевовод у зидове и подове, ако се производи користе у изолацији, валовитим цевима, шкољкама, где је обезбеђено топлотно ширење услед флуктуација температуре испоручене воде, или се монтирају у кутију. Сервисиране везе не смеју бити монолитне без обезбеђења приступа њима. Када су отворене, бакарне цеви су веома естетски угодне, могу се фарбати, али захтевају распоред који спречава ризик од случајног оштећења.
Методе повезивања
Уградња ових производа може се извршити на два начина: навојном везом или лемљењем. Бакар и легуре формиране на његовој основи могу се спојити и високотемпературним и нискотемпературним лемљењем.

За системе водоснабдевања, нискотемпературно лемљење се углавном користи различитим лемовима, са изузетком олово-калаја.Садрже велики удео олова, које се не може користити. за лемљење цевовода за воду за пиће. За монтажу таквих система, боље је изабрати лемове који садрже калај-бакар или сребро. Они стварају шав доброг квалитета и испуњавају све захтеве за чврстоћу, поузданост и издржљивост водоводних система. Као флукс, можете узети колофониј - вазелинску пасту, која укључује колофониј, цинк хлорид и технички вазелин. Има конзистенцију пасте која се лако наноси.
Монтажа
Монтажа бакарних цевовода се врши помоћу посебних прикључака - фитинга или помоћу заваривања. Преко преса или склопивих фитинга, цеви су чврсто спојене са елементима система грејања, међутим, најчешће се користи заваривање. Приликом постављања жарених бакарних цеви на местима где је то неопходно, могу се савијати тако да се укупан број спојева и спојева смањи. За ово се користи савијач цеви, захваљујући којем је могуће добити неопходан нагиб без угрожавања укупне проходности система.

Уградња компресионих фитинга не захтева посебну опрему: цев се једноставно убацује у жлеб док се не заустави, а затим се чврсто зашрафи навртком, а сам материјал треба притиснути на тело фитинга. Да би се постигло максимално пристајање и потпуно заптивање, морају се користити два кључа. То је сва опрема која ће вам требати. Међутим, не треба заборавити на специфичности причвршћивача за пресовање, што подразумева потпуну контролу затегнутости - такви системи периодично почињу да "капају", због чега спојеви не би требало да се зазидају, приступ цевима треба да буде отворен.

Пресне спојнице се постављају помоћу специјалних машина за пресовање, ово је прилично скупа опција уградње, међутим, веза је јака и поуздана, али једноделна. Стручњаци примећују да се капиларно лемљење сматра најуниверзалнијим методом уградње бакарних цевовода; овај метод вам омогућава да међусобно повежете сегменте цеви истог пречника. Да би се то урадило, на једном од крајева се врши шишање, односно његов пречник се мало повећава, што вам омогућава да убаците једну цев у другу.

Спој се чисти посебним сунђером или металном четком, а затим се спојене површине прекривају флуксом - ово је посебна композиција која обезбеђује максимално приањање метала на лем. На овај начин обрађене цеви се узастопно убацују једна у другу тако да размак између њих не прелази делић милиметра. Затим се лем загрева завареном бакљом, а када материјал достигне температуру топљења, све настале празнине се сипају растопљеним саставом.

Након што се шав попуни, мора се охладити, за то можете спустити спој у воду или га једноставно оставити на отвореном. Генерално, овај процес, као и поправка, је прилично једноставан, међутим, захтева тачност, темељност и поштовање сигурносних прописа. Бакарне цеви су естетски пријатне, али понекад корисници фарбају такве производе тако да цевоводи одговарају целокупном концепту ентеријера.

Веома је важно да боја која се користи за ово испуњава следеће услове:
- премаз не би требало да мења боју под утицајем високе температуре;
- боја мора поуздано штитити од било које врсте спољашњих утицаја;
- чак и минимално љуштење је неприхватљиво.

Пре наношења боје препоручује се премазати цеви прајмером, стручњаци препоручују коришћење оловно-црвене композиције олова. Имајте на уму да се боја не упија у бакар, па је морате врло пажљиво размазати четком. Чак иу овом случају, мање-више равномерно покривање може се постићи тек након 2-3 слоја. Међутим, можете користити и боју из спреја, много равномерније лежи.








Како спојити бакарне цеви својим рукама, погледајте следећи видео.
Како лемити бакарне цеви, упутства корак по корак
Корак по корак рад вам омогућава да добијете висококвалитетне везе. Када обављате процес, не морате журити, морате поштовати сва правила и препоруке.
Припрема везе
У првој фази припремају се потребни делови потребних димензија. За сечење се користи резач цеви, који се мора налазити стриктно окомито на цевовод. Прво, цев је причвршћена у држач алата између сечива и потпорних ваљака.
 Резач се ротира једном или двапут око сегмента који треба сећи.
Резач се ротира једном или двапут око сегмента који треба сећи.
Затим је механизам завртња затегнут. Након тога, процес сечења се понавља. Такве радње се спроводе док се не деси коначно сечење цеви.
Да бисте припремили делове потребне величине, можете користити и ножну тестеру са металном оштрицом. Међутим, није увек могуће извршити равномерно сечење са таквим алатом. Штавише, када се користи ножна тестера, формира се пуно металних струготина.
Због тога морате обратити велику пажњу како не би ушли у систем.На крају крајева, пиљевина може оштетити скупу опрему или загушење у инжењерским комуникацијама.
 Резач цеви вам омогућава да добијете раван рез. Затим се са краја цеви уклањају неравнине.
Резач цеви вам омогућава да добијете раван рез. Затим се са краја цеви уклањају неравнине. Унутрашња површина производа се чисти и одмашћује. Исте радње се изводе са другим сегментом.
Унутрашња површина производа се чисти и одмашћује. Исте радње се изводе са другим сегментом.
У следећој фази користи се експандер цеви или ваљање. Омогућава вам да повећате пречник једног од сегмената тако да се делови могу повезати. Размак између њих мора бити 0,02-0,4 мм. При мањим вредностима, лем неће моћи да продре у њега, а при већим величинама неће бити капиларног ефекта.
Апликација флукса
Флукс се наноси у равном слоју у минималној количини на спољну површину производа који се убацује у спојени сегмент.
 Операција се изводи четком. Може бити укључен у комплет реагенса.
Операција се изводи четком. Може бити укључен у комплет реагенса.
У његовом одсуству, користи се четка за фарбање. Неопходно је користити алат који не оставља влакна.
Лемљење
Процес почиње спајањем делова цевовода. Изводи се након употребе флукса.
 На влажној површини не би требало да буде страних материја.
На влажној површини не би требало да буде страних материја.
Када су цев и фитинг спојени, последњи елемент се ротира док се потпуно не стави на сегмент цевовода. Ова акција такође омогућава да се флукс дистрибуира по целој површини која се спаја. Ако потрошни материјал изађе из отвора између делова, уклања се салветом или крпом, јер је то агресиван састав хемијског порекла.
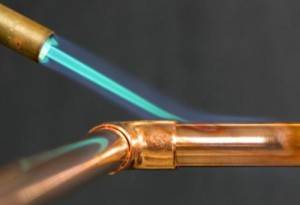
Процес лемљења на ниској температури почиње укључивањем горионика. Његов пламен је усмерен на место које се спаја и стално се креће дуж спојнице ради равномерног загревања.Након загревања делова, лем се наноси на размак између њих. Потрошни материјал ће почети да се топи ако је спој довољно загрејан. У овом тренутку, горионик се мора уклонити из споја јер ће потрошни материјал попунити празнину. Меки лем се не мора посебно загревати. Топљење потрошног материјала настаје под утицајем топлоте из загрејаних делова.
 Меко лемљење бакарних цеви
Меко лемљење бакарних цеви
Прикључци елемената цевовода се изводе уз сталну контролу грејања бакра. Метал се не сме прегревати! Ако се ово правило не поштује, флукс ће бити уништен. Због тога се оксиди не уклањају из делова. Као резултат, квалитет шавова је смањен.
Тврдо лемљење почиње равномерним и брзим загревањем делова који се спајају. Изводи се помоћу пламена јарко плаве боје умереног интензитета.
Лем се наноси на спој када се елементи загреју на температуру од 750°Ц. Достиже жељену вредност када бакар постане тамне боје трешње. За боље топљење лема може се додатно загрејати бакљом.
Након што се шав охлади, спој се обрише крпом како би се уклонили остаци флукса. У супротном, супстанца може изазвати уништење бакра. Ако се на површини цевовода формирао лем, уклања се брусним папиром.
Сорте бакарних производа
Тренутно постоји неколико варијанти бакарних цеви. Испод су главни.







По договору
Следеће цеви се користе за њихову намену:
- за намештај - од хрома - 25 мм;
- за комерцијалну опрему - овални производ - 25 мм;
- у производњи носача намештаја - 50 мм (бар);
- за кухињску собу - 50 и 26 мм (ограда и шипка).
У производњи намештаја користи се хромирана цев за намештај. Користи се у главној структури намештаја - као метална шипка. За разлику од округлог, има правоугаони пресек. Најчешће коришћени профил је 40*100, 40*80, 50*50.
Поставља се само на равну површину, а такође се користи у поправкама иу фабрикама аутомобила - приликом стварања снажног оквира.
Према начину израде
У зависности од начина производње, такве бакарне цеви се користе као:
Неожарени бакарни цеви. Израђен је од чистог метала помоћу штанцања.
Има високу затезну чврстоћу. У овом случају, метал постаје мање дуктилан, након чега постоје нека ограничења у коришћењу такве цеви.
Жарене бакарне цеви су пластичне, овај квалитет олакшава процес уградње
Жарена бакарна цев. Пролази кроз посебну технологију обраде. Загрева се на 700 степени Целзијуса, а затим се охлади. У овом случају, елементи цевовода постају мање јаки, али флексибилнији.
Поред тога, добро се протежу - пре ломљења, њихова дужина се повећава за 1,5 пута.
Производи од жареног цевовода су мекши, па је њихова уградња бржа и лакша.
По облику пресека
По облику пресека издвојити:
- округле водоводне цеви;
- елементи цевовода који имају облик правоугаоника. Користе се за стварање проводника у намотају статора електричне опреме, која се хлади течном методом.
Димензије бакарних цеви могу се одредити спољним пречником који износи 12–267 мм. У овом случају, било која величина цеви има одређену дебљину зида једнаку 0,6–3 мм.
Приликом одвођења гаса до кућа користе се цеви дебљине 1 мм најмање.
Приликом постављања водовода у многим случајевима се користи бакарна водоводна цев, која има такве величине као што су: 12, 15, 18, 22 на 1 мм, 28, 35, 42 на 1,5 мм и 52 на 2 мм.
Према степену тврдоће
Према степену тврдоће користе се бакарне цеви као што су:
Софт. Ознака је М или В. Они су у стању да издрже експанзију без пуцања и кидања када се спољни пречник прошири за 25%.
Такви цевоводни производи се користе када се ствара систем грејања или се постављају цевоводи за водоснабдевање потрошача. Истовремено се врши дистрибуција греда цевовода до водоводних и грејних уређаја.
Меки елементи цевовода у већини случајева се користе у изградњи и поправци водоводних цеви. Њихова веза се сматра најједноставнијим - пристајање се може обавити без употребе додатне опреме.
Бакарне цеви могу издржати високу температуру течности које се транспортују кроз њих
Получврста. Имају следеће ознаке - П или НН. Такви производи цевовода могу да издрже експанзију са повећањем пречника од 15%.
Када се уграђују, грејање се користи за спајање цеви без употребе фитинга. За савијање или савијање получврстих производа користи се савијач цеви за бакарне цеви.
Чврст. Означени су следећим словима - Т или Х. Када су уграђени, дистрибуција се врши само током грејања. Да бисте савијали цев, користите савијач цеви.
Последње 2 врсте бакарних производа користе се у изградњи различитих аутопутева.
Такође, такви делови се користе у изградњи цевовода, који би требало да имају повећану механичку чврстоћу.
Заптивање таквих цеви се сматра важним процесом. На крају крајева, њихово одвајање се може десити у било ком тренутку - на пример, када је заптивач исцрпљен. У случају такве ситуације, биће потребно потпуно прерадити зглобове.








Врсте намотаја
Произвођачи користе различите врсте намотаја за бакарне цеви:
- ФУМ трака. Ова трака се користи у свим врстама навојних веза;
- отврдњавајући заптивач за водовод. Такав материјал се користи иу разним предузећима иу свакодневном животу;
- домаћи заптивач за водовод. Цеви које су постављене у кућама из 1940-их не цуре.
Такође, овај метод се може применити ако је потребно направити грејање од бакарних цеви.
Ако црвено олово није доступно, онда треба користити обичну ПФ боју.
Заптивање при раду са системима који проводе течност је обавезно
Које арматуре постоје на тржишту?
Бакарни цевоводи су прилично једноставни и лако се постављају. То је због присуства великог броја врста прикључака и фитинга за њих, што омогућава извођење система сложене конфигурације. Приликом извођења инсталационих радова није потребна гломазна посебна опрема. Прикључци у бакарним цевоводима сматрају се најпоузданијим елементима. У зависности од начина повезивања који се користи, постоји неколико врста фитинга.
Опција #1 - елементи компресије
Делови су опремљени посебним компресијским прстеном, који обезбеђује непропусност везе и причвршћује прикључак за цев. Елемент се затеже ручно помоћу навртке и кључа. Главна предност компресионих делова је једноставност уградње.Није потребна посебна опрема или грејање. Овом методом можете монтирати цевовод на најнеприступачнијим местима. Трошкови рада за инсталацију су ниски, а резултујући систем је прилично издржљив и чврст. Компресиони фитинзи такође имају недостатке. Нису дизајнирани за висок притисак, потребно их је периодично проверавати и затезати. Такве детаље је немогуће конкретизовати.
Теоретски, елементи за компресију обезбеђују склопиву везу. Међутим, пракса показује да након прве демонтаже и монтаже, поузданост склопа нагло опада и мора се променити. Постоје две врсте компресионих фитинга. Означени су словима А и Б.
- Делови А се користе за надземне цевоводе од получврстих врста бакра.
- Делови Б се користе за уређење подземних и подземних комуникација од цеви од полутврдих и меких метала.
Уградња делова оба типа врши се према сличној шеми.
На дијаграму је приказан уређај за компресију. Лако се инсталира, али даје слабу везу којој је потребно редовно праћење.
Опција #2 - капиларни спојеви
Лемљени бакарни фитинзи се називају капиларни фитинзи. Повезују цеви са лемом, односно бакарном, калајном или сребрном жицом, која се налази испод унутрашњег навоја дела. Приликом уградње, фитинг се поставља на цев, која је претходно премазана флуксом. Подручје споја се загрева гориоником све док се метални лем не истопи и попуни мали размак између фитинга и цеви. Након тога, делови се остављају да се охладе. Након тога, спољашње чишћење се врши помоћу специјалног алата.Цев је спремна за употребу.
Процес лемљења фитинга укључује употребу лема, који, када се растопи, попуњава празнину између делова.
Предност ове методе повезивања може се сматрати високом поузданошћу. Максимални радни притисак склопа је 40 бара при температури система од 150°Ц. Капиларна метода даје врло уједначен и уредан шав, минимална количина лемљења се користи током рада, трошкови инсталационих радова су прилично приступачни. Релативни недостаци методе укључују обавезно присуство горионика и потребу за одређеним квалификацијама и искуством за особу која ће бити укључена у инсталацију.
Опција #3 - прес фитинзи
Принцип рада делова заснива се на коришћењу пластичности бакра и његовој подложности деформацијама које настају под механичким напрезањем. Да би се добила таква веза, цев, која је претходно уметнута у фитинг за пресовање, је пресована клештима. Минимална сила пресовања 32 кН. Ово вам омогућава да направите једноделну чврсту везу. Заптивни прстен је положен дуж контуре прес фитинга, који обезбеђује непропусност везе. Прикључни део може да се окреће, затегнутост и чврстоћа не пате од овога. Структурно, прес фитинзи се разликују у деловима са двоструком и једноструком контуром компресије деформације.
Главна предност ових елемената је могућност брзе уградње без употребе електричних грејача или отвореног пламена. Постављају се на објектима где је забрањена употреба горионика са отвореним пламеном, као и унутар разних резервоара, резервоара и контејнера. Добијена веза је јача од оне направљене са компресионим деловима.Недостаци елемената укључују већи трошак од лемних фитинга и потребу за употребом посебне опреме приликом уградње - хидрауличне или електричне пресе са сетом клешта различитих профила и пречника.
За уградњу прес фитинга мораћете да користите електричну или хидрауличну пресу са сетом клешта различитих пречника и облика
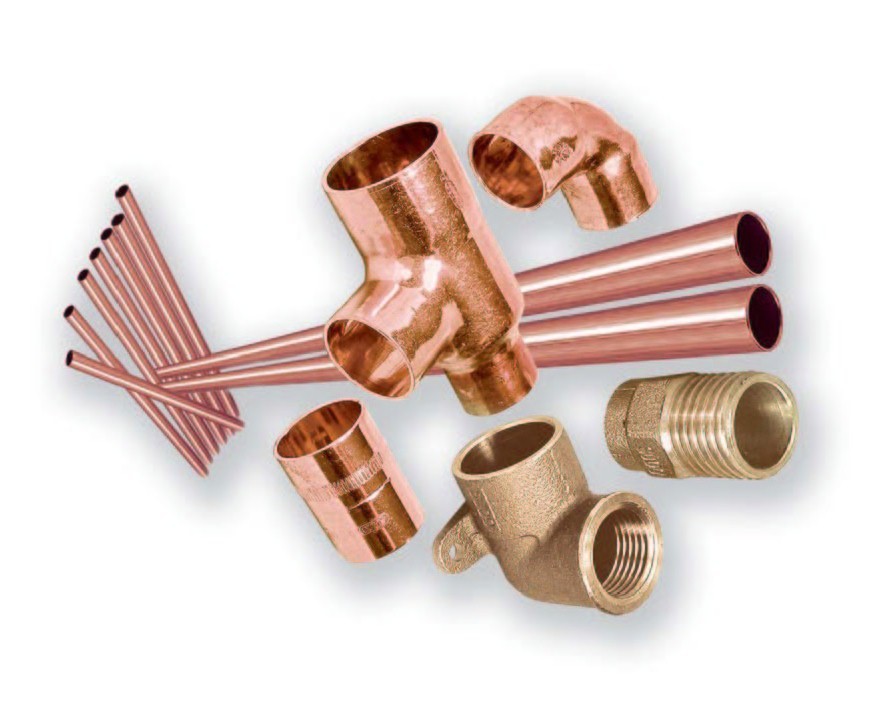
Врсте фитинг производа
Прикључни елементи од метала и пластике се производе у истим модификацијама као и производи од челика и пластике:
- Равне спојнице. Најједноставнији тип производа за повезивање две цеви истог пречника.
- Прелазне спојнице. Производи који се користе за повезивање цеви различитих величина пресека.
- Квадрати. Фитинги који вам омогућавају да повежете две цеви под правим углом.
- Огранци. Производи који вам омогућавају да промените релативни положај цеви од 45 до 120 °.
- Крстови. Конектори дизајнирани за повезивање четири цеви под углом од 90°.
- Теес. Фитинги који повезују три комада цеви, од којих је један постављен окомито на друга два.
- Утикачи. Производи дизајнирани за затварање крајњег дела цеви. Имају унутрашњи или спољашњи навој за увртање у цев.
- Брадавице. Фитинги, који су производи са спољним навојем на оба краја, уз помоћ којих су повезани са другим деловима цевовода.
- Футорки. Производи који се користе за повезивање цеви са мерним инструментима. Имају унутрашњи навој на једном крају и спољашњи навој на другом.
- Фиттингс. Елементи који омогућавају повезивање цеви са процесном опремом (бојлер, котао, филтер, измењивач топлоте, колектор).
- Погони.Користи се за повећање дужине цеви помоћу унутрашњег или спољашњег навоја.
- Американци. Производи који подсећају на оструге са навртком. Могу бити равне и угаоне, што вам омогућава да промените смер кретања повезаних цеви.

Све наведене врсте окова имају навој - спољашњи, унутрашњи или комбиновани. Поред њих, постоје и једноделни спојни елементи, као и производи повезани заваривањем или капиларним лемљењем.
Прикључни елементи са горње листе су најпопуларнији типови фитинга који се користе при уградњи цевовода. Приликом уградње сложенијих и високо специјализованих инжењерских система могу се користити и други специјални окови - контранавртке, бурад, наставци и други елементи.
Нијансе монтаже и лемљења цеви свих пречника
Бакарне цеви и фитинги за водовод су повезани навојем или лемљењем, први метод се сматра једноставнијим и приступачнијим непрофесионалцима. Рад почиње са састављањем дијаграма ожичења и бројањем снимака; у недостатку искуства, препоручује се да се обезбеди маргина од 3-5 м.
Урадите сами корак по корак у 7 корака
Бакарни водовод са навојним прикључцима, уради сам, саставља се у следећем редоследу:
- Сечење цеви.
- Чишћење турпија у области реза, на цевима са ПВЦ изолацијом, чисти се изолациони слој.
- Уклањање ивица.
- Постављање спојне матице и прстена на цев.
- Припрема фитинга, спајање са навртком и затезање споја (прво ручно, а затим кључем).
- Спајање челичних цеви (ако је потребно) помоћу прелазних фитинга, обавезно заптивање навојних спојева.
- Испитивање цурења.
Бакарне цеви и фитинзи за водовод морају бити правилно постављени.
Провера стања спојева и исправна уградња
Монтажа бакарне водоводне цеви помоћу преса се сматра прилично поузданом, квалитет заптивања зависи од јачине увијања. За ову операцију препоручује се употреба специјалних пнеуматичких или хидрауличних клешта. Недостатак ове методе је погоршање изгледа водоводне цеви на спојевима, ако изглед игра одлучујућу улогу, онда се делови требају повезати лемљењем.









Лемљење се сматра најпоузданијим начином повезивања бакарних цеви. Редослед радњи је скоро исти као код монтаже са спојницама за пресовање: цеви су исечене и пажљиво заштићене од неравнина
Важно је обрисати производе од прашине и остатака оксидног филма (изнутра и споља). Затим се на спољну површину цеви наноси флукс, убацује се фитинг са обавезним размаком, подручје споја се равномерно загрева гориоником или пламеником, при избору друге опције треба избегавати прегревање. Да бисте проверили да ли је достигнута жељена температура, довољно је лагано додирнути лем, ако се топи, онда се подручје већ загрејало
Након тога, лем се убацује у леви размак и шав је запечаћен
Да бисте проверили да ли је достигнута жељена температура, довољно је лагано додирнути лем, ако се топи, онда се подручје већ загрејало. Након тога, лем се убацује у леви размак и шав је запечаћен.
Важна нијанса лемљења: током грејања и повезивања, део будућег цевовода мора остати непомичан.Било какви напори и покрети су дозвољени тек након кристализације лема. На крају монтаже, систем се мора опрати од остатака флукса.
ПОГЛЕДАЈТЕ ВИДЕО
Загрејани производи се лако савијају; специјалне опруге се користе за давање жељеног облика уз одржавање пресека. Оптимална опрема за производњу савијених елемената је специјални савијач цеви, чија је куповина препоручљива за велике количине посла. Секције састављене лемљењем система изгледају уредније од оних које су савијене када су урезане навојем. Али, упркос очигледним предностима и поузданости ове методе, лемљење се не врши на експлозивним местима због отвореног пламена. Мере заштите од пожара су обавезне. Бакарне цеви и водоводне арматуре се широко користе у грађевинарству.
Спецификације
Квалитет обојеног метала има значајан утицај на техничке карактеристике ваљане цеви од овог материјала. У основи, бакарне водоводне цеви су направљене од чистог бакра. У производњи ваљаних производа користе се и легуре овог метала. Садрже легирајуће компоненте у малој количини.
Проценат специфичних нечистоћа у бакру утиче на услове рада, механичка и технолошка својства цеви. Еластичност и чврстоћа обојеног метала се повећава додатком цинка, олова, гвожђа и калаја.
Отпорност легуре на корозију се повећава уз помоћ фосфора. Механичка отпорност бакра повећавају берилијум и алуминијум. Произвођачи ваљаног челика користе манган како би смањили утицај нежељених нечистоћа на материјал.
Класификација цеви
Бакарне цеви се разликују у пречнику.Пропусност комуникације зависи од величине секције. Стандардни опсег пречника цеви се креће од 1/4″ до 2″. Унутар стана углавном се користе цевоводи следећих величина:
- 1/2″ - за туш и каду;
- 3/8″ - за кухињску славину и умиваоник;
- 1/4″ - за прикључак за тоалет, биде и ледомат.
 Бакарна водоводна цев у тушу.
Бакарна водоводна цев у тушу.
Произвођачи производе две врсте бакарних цеви:
- Жарени производи су мекани производи који су третирани високом температуром од 550-650 °Ц. Жарење траје 60-90 минута, а затим се загрејани предмети постепено хладе. Процес омогућава добијање флексибилних цеви које су отпорне на висок притисак, нагле промене температуре и влажна окружења.
- Неотопљени производи су крути производи веће чврстоће, али мање еластичности.
Могуће је купити ваљане производе у специјалној изолацији са ПВЦ плаштом. Кондензација се не формира на површини ове врсте производа.
Произведене бакарне цеви се такође разликују по дебљини зида. Подручје употребе ваљаних производа зависи од параметра, јер ова карактеристика утиче на највећи радни притисак у систему.
Производи дебелих зидова са словом "К" користе се за улаз и у мрежама за заштиту од пожара. Често се производи са дебелим зидовима полажу у земљу. За повезивање појединачних делова таквог ваљања цеви често се користе компресиони фитинзи.
Производи са танким зидовима са словом "М" користе се за креирање кућних мрежа, али имају велики број ограничења. Најчешће, приликом постављања водоводних система, користе се цеви са ознаком "Л".
Регулаторни захтеви
Производи са дебелим зидовима, произведени пресовањем и хладном деформацијом, морају бити у складу са спецификацијама наведеним у ГОСТ 617-2006. Вучена танкозидна цев се производи у складу са ГОСТ 11383-75.
Познати и одговорни произвођачи производе производе високе прецизности. Његове карактеристике одговарају ГОСТ 26877-2008. Током производње бакарних цеви користе се легуре и примарни бакар, у складу са захтевима ГОСТ 859-2001.
Уградња бакарних цеви за водоснабдевање
Пре него што почнете са радом, потребно је да направите дијаграм будуће водоводне конструкције и на основу тога израчунате снимку ваљане цеви и број спојних елемената (пресне спојнице, Т-прикључци, кривине, адаптери итд.).
Неопходни алати и материјали
Да бисте извршили уградњу ваљане легуре бакра, потребно је да припремите сет алата који се састоји од:
- Тестере за метал или цеви.
- Клијешта.
- Ручни калибратор.
- Кључеви или гасни горионик (за загревање дела цеви при спајању делова лемљењем).
- Филе.
За спајање делова цеви, у зависности од изабраног начина повезивања, биће потребни следећи материјали:
- Фиттинг.
- ФУМ - трака за заптивање спојева одвојивих окова.
- Лем и флукс (у случају производа за лемљење).
Мере предострожности
Лемљење бакарних производа врши се када се загреју на високе температуре, тако да је при раду потребно носити заштитну одећу и користити противпожарни штит. Неопходно је уклонити гумене или пластичне плетенице са делова који се спајају у контактној зони. Вентил који се уграђује мора се одврнути како се заптивни прстенови не би растопили.










Приликом лемљења бакарних производа у већ инсталираном систему цевовода, све запорне вентиле треба отворити тако да ниво притиска у цевима не прелази дозвољене вредности због загревања неких делова.
Напредак рада
Спајање сегмената цеви помоћу фитинга врши се у следећем редоследу:
- Исеците делове цеви на потребну величину.
- Ако је водовод састављен од бакарних цеви са ПВЦ изолацијом, онда овај слој треба уклонити на крајевима производа.
- Очистите линију реза помоћу турпије.
- Уклоните косину.
- Ставите на припремљени део наизменично спојну матицу и компресиони прстен.
- Спојите спој на матицу и затегните навоје прво руком, а затим кључем.
- На местима где се уграђује прелазни фитинг са бакарне цеви на челичну, непропусност спојева се обезбеђује употребом ФУМ - траке.
Када спајате цеви лемљењем сопственим рукама, морате пратити горе описане мере предострожности и имати одређене вештине. Процес припреме и само лемљење укључује следеће кораке:
- Резање потребних дужина цеви резачем цеви или ножном тестером.
- Уклањање топлотноизолационог слоја (ако постоји) и резултујућих неравнина на њиховим крајевима.
- Уклањање оксидног филма у зони лемљења финим абразивним брусним папиром.
- Фитинг брушење.
- Подмазивање спољне површине делова флуксом.
- Убацивање краја цеви у фитинг на такав начин да између делова остане размак од највише 0,4 мм.
- Загревање контактне зоне елемената гасног горионика (на слици испод).
- Убацивање лема у отвор између фитинга и краја бакарне цеви.
- Лемни шав.
- Испирање система од честица флукса.
Процес лемљења ваљаних производа од бакарних цеви може се погледати на видео снимку:
Карактеристике монтаже
Монтажа лемљењем формира једноделне везе које не захтевају одржавање и које се сматрају најпоузданијим у раду. Али да бисте лемили бакарни водовод, морате имати довољно искуства у овој врсти посла и релевантно знање. Почетници могу користити следеће препоруке:
- Чишћење бакарних производа не треба вршити абразивним средствима за чишћење, грубим брусним папиром или жичаном четком, јер ће изгребати бакар. Дубоке огреботине на површини ометају лемни спој.
- Флукс је прилично агресивна супстанца са високом хемијском активношћу. Нанесите га у танком слоју помоћу четке. Ако на површини постоје вишкови, на крају процеса спајања делова, онда се морају одмах уклонити.
- Контактна зона треба да буде довољно загрејана, али не претерано, како би се спречило топљење метала. Сам лем не би требало да се загрева. Треба га нанети на загрејану површину дела - ако почне да се топи, онда можете започети лемљење.
- Потребно је савијати цеви како би се спречило наборе и увртање.
- Уградњу бакарних производа треба извршити испред алуминијумских или челичних профила у правцу протока воде како би се спречила брза корозија ових потоњих.
- За прелазак са бакарних цеви на делове других метала препоручује се употреба фитинга од месинга, бронзе или нерђајућег челика.



