
- Карактеристике уградње бакарних цевовода
- Капиларни конектори
- Три главне методе повезивања
- Опција #1: Заваривање бакарних цеви
- Опција #2: капиларно лемљење
- Предности бакарних цеви у односу на пластичне цеви
- Бакарни окови и њихови типови
- Фитинги за спајање бакарних цевовода
- Прикључци за лемљење
- Стезни спојеви
- Притисните везу
- Главне предности и области употребе бакарног цевовода
- Елементи за спојеве бакарних цеви
- Карактеристике лемљених бакарних фитинга
- 5 Митови и чињенице о бакарним цевима за водоснабдевање
- Карактеристике бакарних цеви
- Карактеристике уградње пластичних цеви за гас
- Методе монтаже
- Уградња бакарних цеви за водоснабдевање
- Неопходни алати и материјали
- Напредак рада
- Карактеристике монтаже
- Означавање и цена
Карактеристике уградње бакарних цевовода
Пре него што наставите са стварањем бакарног цевовода, потребно је извршити потребна мерења и исећи цеви на комаде. Рез производа треба да буде равномеран и стога користите посебан резач. Иначе, бакарне цеви немају навој.
Спајање појединих делова бакарног цевовода може се извршити на следеће начине:
- метода лемљења;
- притискајући.

Најефикаснији од њих је спајање помоћу технологије капиларног лемљења, тако да је постало све распрострањеније. Ова метода обезбеђује поузданост и апсолутну непропусност спојева цеви. Бакарни производи квадратног пресека спајају се капиларним лемљењем, које се изводи помоћу фитинга и утичница.
Овај начин полагања цевовода од бакарних компоненти се користи када се планира да цевовод ради у условима изузетно високих температура.
Капиларни конектори
Погоднији су од других за цевне производе од бакра и челика. Са унутрашње стране, испод исечених нити, имају врло танку жицу од бакра, калаја или сребра. Ова жица постаје лем.
Видео
Радни предмет, који је прекривен флуксом, убацује се у фитинг. Горионик загрева спој. Загревање се врши све док растопљени лем не испуни простор.

Након тога, спој је остављен, потребно је да се охлади. Након неког времена, спој се чисти посебним средствима за чишћење за рад са бакром.
Три главне методе повезивања
Пре спајања комада бакарних цеви, они морају бити исечени у складу са дијаграмом ожичења и припремљени. Биће вам потребан резач цеви или ножна тестера, савијач цеви и турпија. А за чишћење крајева, фино зрнасти брусни папир неће повредити.
Само са дијаграмом будућег система цевовода у руци, можете израчунати потребну количину потрошног материјала. Неопходно је унапред одлучити где и ког пречника ће цеви бити монтиране. Такође је неопходно јасно разумети колико је спојних елемената потребно за ово.
Опција #1: Заваривање бакарних цеви
Аутоматско или ручно заваривање бакарних цеви захтева електроде и гас за стварање заштитне атмосфере (азот, аргон или хелијум). Такође ће вам требати ДЦ машина за заваривање и, у неким случајевима, бакља. Електрода може бити графит, волфрам, бакар или угљеник.
Главни недостатак ове технологије уградње су значајне разлике у карактеристикама резултујућег метала шавова и цеви. Разликују се по хемијском саставу, унутрашњој структури, електричној и топлотној проводљивости. Ако се заваривање не изведе правилно, спој се може чак и распршити.

Због легирања бакра као резултат деловања деоксидатора присутног у електроди, завар се у много чему разликује од основног метала који се завари.
Заваривање бакарних цеви може правилно повезати само квалификовани мајстор. Ово захтева одређена знања и вештине.
Ова опција инсталације има пуно технолошких нијанси. Ако планирате да све урадите сами, али нема искуства са апаратом за заваривање, онда је боље користити другачији начин повезивања.
Опција #2: капиларно лемљење
У домаћим условима, бакарне цеви се ретко спајају водоводним заваривањем. Ово је превише сложено, захтева специјализоване вештине и одузима време. Лакше је користити метод капиларног лемљења со користећи гасни горионик или дуваљку.










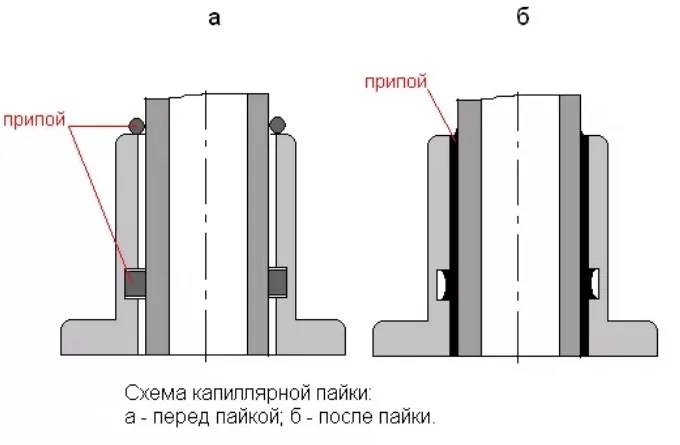
Технологија лемљења бакарних цеви лемом заснива се на капиларном порасту (цурењу) потоњег након топљења дуж размака између две пресоване металне равни.
Лемљење бакарних цеви се дешава:
- нискотемпературни - користе се меки лемови и пламеник;
- високотемпературне - користе се ватросталне легуре и пропан или ацетиленска бакља.
Ове методе лемљења бакарних цеви немају велику разлику у крајњем резултату. Веза је у оба случаја поуздана и затезна. Шав са високотемпературном методом је нешто јачи. Међутим, због високе температуре гасног млаза из горионика повећава се ризик од сагоревања метала зида цеви.
Користе се лемови на бази калаја или олова са додатком бизмута, селена, бакра и сребра. Међутим, ако су цеви лемљене за систем за снабдевање пијаћом водом, онда је боље одбити оловну верзију због њене токсичности.
Галерија слика
За спровођење нискотемпературног заваривања није потребно имати посебну опрему и посебне вештине извођача. Можете то учинити сами
Предности бакарних цеви у односу на пластичне цеви
Водоводна бакарна цев, упркос веома дугој историји свог постојања, успешно се такмичи са савременим производима - пластичним и метал-пластичним производима за водовод. У многим аспектима, приметно је супериорнији од њих:
- Бакар је отпоран на непријатне мирисе, штетне супстанце, па чак и кисеоник.
- Бакарна цев, за разлику од пластике, није подложна штетном дејству хлора, који се налази у води из славине. Пластичне цеви отпорније на хлор испоручују се искључиво на америчко тржиште, где се вода хлорише на сличан начин као у Русији. Такви производи коштају не мање од бакра. У Европи су захтеви за садржај хлора знатно нижи, па је пластика за нискохлорисану воду која испуњава европски стандард уобичајена на домаћем тржишту.
- Хлор, као јако оксидационо средство, доприноси стварању патине на унутрашњој површини бакарне цеви - издржљивог, танког заштитног слоја. Због тога се радни век цевовода значајно продужава.
- УВ отпоран. Пластика испарава када је изложена сунчевој светлости.
- Безначајан, нижи од оног код пластичних цеви, коефицијент храпавости, који омогућава, под истим условима, коришћење бакарних производа мањег пречника. Ово је могуће, између осталог, због одсуства зарастања зидова колонијама микроорганизама и продуката корозије.
- Много боље подноси дуготрајна топлотна оптерећења.
- Према студијама, пластични цевоводи имају најмање поуздане арматуре и спојеве. За бакар, напротив, ови елементи система су најпоузданији.
- Квалитет бакра је скоро стабилан и исти за различите произвођаче, што није типично за пластичне производе (на потрошачком тржишту има много фалсификованих производа сумњивог квалитета).
- Одликује се антибактеријским својствима (патогена флора је потиснута). У пластичним цевима се ослобађају нискомолекуларне органске материје, зидови временом постају обрасли биофилмом.
- Има веома дуг радни век: не пропада, не стари, задржава првобитну снагу. Бакарне цеви и фитинзи се користе без замене колико и сама зграда. Пластични производи, са постојећим технологијама, још увек не могу заузети нишу издржљивих и квалитетних цевовода.
Бакарни окови и њихови типови

Сви инжењерски системи, који ће укључивати бакарни цевовод, захтевају висококвалитетне арматуре за уградњу.Говоримо о фитингима који су дизајнирани да повезују цеви у један систем са гарантованим одсуством цурења.
Са опцијом одвојивог повезивања, употреба навојног или компресионог споја је прихватљива. За трајну везу, боље је користити капиларне или прес фитинге. Њихов главни задатак у цевоводу за било коју намену је да обезбеде гране, завоје, повезивање две цеви истог или различитог пречника. Без арматуре не може се постићи висок ниво заптивања система грејања, климатизације или водовода. Као и цеви, оне имају високу дуктилност и отпорност на корозију, лако се инсталирају и раде дуже време без потребе за поправком.
По дизајну и намени разликују: адаптере и адаптере, колено од 45° или 90°, угаљ и лук са једном или две утичнице, спојницу, обилазницу, утикач, крст, тројницу, квадрат, спојницу. орах; смањење - тројник, спојница и брадавица.
Овако велики асортиман ће вам омогућити да пронађете оне производе који ће бити основа комуникација. У зависности од начина монтаже, фитинзи за бакарне цеви могу бити:
- НТМ самозакључујући бакарни утисни фитинг прави револуцију у инсталацији цевовода. Довољно је да у њега убаците цеви са обе стране и инсталација је завршена. Унутар таквих структура постоји систем прстенова. Један од њих је опремљен зубима. Када специјални монтажни кључ притисне зупчани елемент, он се чврсто фиксира у суседни прстен и добија се савршена веза. Ови спојеви се препоручују за привремене цевне везе и неопходни су за поправке.
- Фитинг са навојем се разликује од других варијанти по томе што има навој са којим се спаја. Најбоља опција за случај када се цевовод треба раставити и поново саставити неколико пута.
ВАЖНО! Обично није потребно наносити заптивач на спојене делове бакарних цеви. Али ако се и даље користи за бољи контакт, неопходно је осигурати да честице материјала не дођу на навој.Такви спојеви се користе на оним местима где је потребан приступ за стално праћење поузданости везе.
Као одговарајући елементи са навојем користе се спојнице, колена или колена од 45 и 90 степени, излазни спојеви, крстови, Т-прикључци, капице и специјални утикачи.
Такве арматуре се користе на оним местима где је потребан приступ за стално праћење поузданости прикључка. Као одговарајући елементи са навојем користе се спојнице, колена или колена од 45 и 90 степени, излазни спојеви, крстови, Т-прикључци, капице и специјални утикачи.
- Компресиони или компресиони (стезна) спојница има гумени прстен за постизање чврстог споја. Неопходан је за системе водоснабдевања у којима постоје цеви различитих пресека. Користи се за уградњу подземних и надземних цевовода од меких и получврстих дебелозидних бакарних цеви. Нажалост, такав спојни елемент је у опасности од цурења. Ако је прикључак одмотан за замену, ферул се више не може поново користити.
- Капиларни спој који се користи за лемљење. Са овом врстом везе, испоставља се да је једноделни, веома поуздан и издржљив. Изводи се помоћу бакарног или калајног лема.Процес се заснива на капиларном ефекту. Овај феномен обезбеђује да се лем равномерно распореди по површинама које се спајају. Деценијама је лемљење било главни начин уградње, иако се последњих година избор фитинга проширио.
- Веома ретко се користи преса спојница која повезује елементе бакарног цевовода. За уградњу вам је потребна посебна преса, која није јефтина. Прихватљиво је само када није могуће спојити цеви на други начин.
У ствари, бакарне цеви се лако секу и савијају, уградња фитинга је једноставна, а системи ожичења у кући не заузимају много простора. Бакарне цеви у системима грејања и водоснабдевања цењене су због своје издржљивости, поузданости и отпорности на корозију. Поред тога, вода у таквом систему је заштићена од разних врста негативних утицаја. Познавајући ове тачке, потрошачи су спремни да купе скупе бакарне цеви и фитинге како би имали цевоводе екстра класе.
Фитинги за спајање бакарних цевовода
Бакарни фитинги су обликовани елементи, преко којих се спајају поједини делови цевовода. Фитинги за бакарне цеви су доступни у следећим конфигурацијама:
- паралелне спојнице;
- теес;
- квадрати (на 45 и 90 степени);
- крстови.
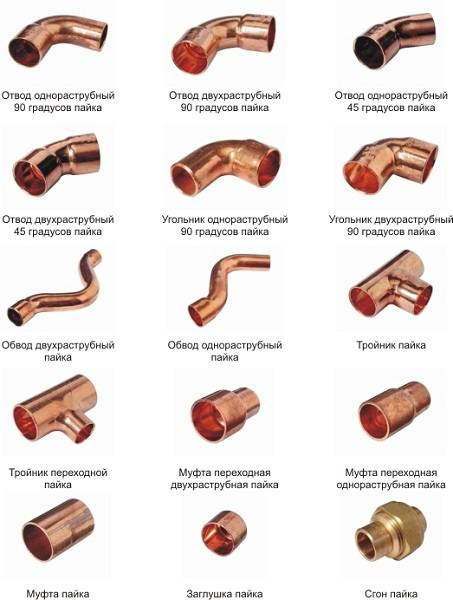
Врсте бакарних окова
Горе наведени бакарни фитинги могу бити једнодимензионални - за повезивање цеви истог пречника, или прелазни - за повезивање делова цевовода различитих величина.
Прикључци за лемљење
Везни производи намењени спајању лемљењем називају се капиларни.Њихови унутрашњи зидови су прекривени танким слојем калајног лема - растопљени лем испуњава празнине између зидова спојних производа и, након стврдњавања, чврсто их повезује.










Напомињемо Санха фитинге за висококвалитетне производе за лемљење. Ова компанија производи бакарне фитинге свих уобичајених величина према немачким стандардима квалитета од легуре ЦВ024А. Прикључци су у стању да издрже притисак у распону од 16-40 бара и радну температуру од 110 степени.
Технологија повезивања бакарних цевовода лемљењем је прилично једноставна у извођењу:
- Спојне површине цеви и фитинга очишћене су од загађивача, одмашћене и обрађене финим брусним папиром.
- На зидове цеви наноси се слој нискотемпературног флукса дебљине до 1 мм.
- Прикључни елементи се спајају заједно, након чега се спој загрева пиштољем за врући ваздух или гасним гориоником до температуре од 4000 у трајању од 10-15 секунди.
- Спој се хлади, након чега се остаци флукса чисте крпом.
Шема за лемљење бакарних цеви
Лемљење је неопходно вршити у проветреној просторији, јер се током топљења лема и флукса ослобађају гасови штетни за тело.
Стезни спојеви
Цоллет, они су такође компресиони фитинзи за бакарне цеви, обављају сервисирани прикључак који се демонтира. Сви утични спојеви су класификовани у две групе:
- "А" - за производе од чврстог и получврстог бакра;
- "Б" - за меке бакарне цеви.
Разликују се по томе што фитинги класе "Б" имају унутрашњу чауру - фитинг, на који се монтирају спојени делови цевовода. Фитинг делује као потпорни елемент који спречава деформацију бакарних зидова током пресовања.

Компресијски бакарни фитинг
Технологија монтаже прикључка:
- На цев се ставља спојна навртка и раздвојени прстен.
- Прстен се поставља на удаљености од 1 цм од реза.
- Цев се гура на брадавицу фитинга.
- Спојна навртка се ручно затеже до заустављања, након чега се затеже подесивим или отвореним кључем.
Притисните везу
Прес фитинзи за бакарне цеви се састоје од тела, фитинга и компресијске чауре. Њихова монтажа траје минимално - спојни делови цевовода се убацују у седиште на фитингу, након чега се чаура стисне помоћу клешта. Овај алат се може изнајмити у продавници водовода или купити, цене почињу од 3 хиљаде рубаља.

Монтажа прес фитинга
Такав спој не захтева одржавање, за разлику од чахуре, не можете га раставити без кршења интегритета фитинга. У случају цурења, потребно је заменити спојни елемент. Имајте на уму да су прес фитинзи најпоузданији и издржљивији, њихов век трајања достиже 30 година.
Главне предности и области употребе бакарног цевовода
Бакарне цеви имају радну температуру од -200 до +250 степени, као и ниску линеарну експанзију, што им омогућава да се успешно користе за такве системе:
- грејање;
- Водовод;
- Условљавање;
- Транспорт гаса;
- Добијање алтернативне енергије, на пример, соларни системи.

Бакарни цевовод
Приликом постављања бакарних цевовода за довод хладне и топле воде, не морате да бринете о зарастању или муљењу унутрашњег дела. Такође, не уништава их хлор који се додаје у воду из чесме у високим концентрацијама.Напротив, хлор ствара најтањи заштитни слој на унутрашњем зиду цевовода, што значајно продужава живот цевовода. Заузврат, мала количина бакра се ослобађа у воду за пиће, што благотворно утиче на здравље људи.
Елементи за спојеве бакарних цеви
Бакарни фитинзи, који се користе за спајање бакарних цеви, представљени су на савременом тржишту у великом броју величина и дизајна. Најпознатије врсте таквих спојних елемената су:
- фитинзи са навојем за бакарне цеви;
- самозакључујући спојни елементи;
- компресиони или пресовани тип фитинга;
- такозвани прес фитинзи;
- спојне арматуре капиларног типа.
Од свих наведених типова спојних елемената, прес фитинзи за бакарне цеви се најмање користе у нашем времену, што се објашњава следећим разлозима: њихова уградња захтева употребу сложене и скупе опреме: специјалне пресе. Дизајн прес фитинга је првобитно развијен како би се уз њихову помоћ повезале пластичне и метал-пластичне цеви, тако да њихова употреба за монтажу бакарних производа није увек препоручљива.










Клијешта за пресовање
Да би цевовод, у чијем уређењу се користе бакарни делови, служио што је дуже могуће и био високо поуздан, препоручљиво је да се приликом његове уградње користе елементи од хомогених материјала. Спајање бакарних цеви са фитингима који су направљени од других сировина треба вршити само у ретким изузецима.
Ако није могуће избећи употребу фитинга од различитих материјала током уградње цевовода, онда се такав процес мора извршити, поштујући следећа једноставна правила:
- бакарне цеви у комуникацијама, за стварање којих се користе елементи из различитих материјала, увек се постављају након производа од црних метала: у правцу течности;
- бакарни делови цевовода се не могу спојити на фитинге од поцинкованог и нелегираног челика, непоштовање овог захтева ће изазвати електрохемијске реакције у таквим системима, што ће значајно убрзати процес корозије челичних делова;
- Бакарни елементи цевних конструкција могу се повезати са деловима од челика отпорних на киселине, али ако је могуће, такве делове је боље заменити фитингима од поливинилхлорида.
Карактеристике лемљених бакарних фитинга
Једна од најједноставнијих и најтрајнијих веза цевовода од бакарних компоненти је лемљење.
За разлику од полимерних производа, бакарни фитинги, попут цеви, сматрају се вечним у смислу века трајања, служе најмање један век, не пропадају под сунцем, не топе се од високих температура и не пуцају на хладноћи, стога користе се тамо где су непропусност и чврстоћа цевоводних аутопутева подложни повећаним захтевима.

Популарност бакарних фитинга је због посебних карактеристика метала:
- бакар је познати антисептик који штити цеви од развоја бактерија и гљивица;
- уградња комуникација које се састоје од бакарних компоненти је лакша од повезивања система цевовода од ливеног гвожђа и челика;
- могуће је оштетити бакарне цеви или фитинге само под притиском већим од 200 атм, али такав притисак једноставно не може постојати у комуникационим системима.
5 Митови и чињенице о бакарним цевима за водоснабдевање
Водоводне бакарне цеви обдарен низом недостатака из категорије митова, што због конкуренције и несвесности.
1. Висока цена бакарног цевовода. Ова идеја је настала захваљујући агресивном рекламирању пластичних цеви. Заиста, бакарне цеви су 2-3 пута скупље од пластичних цеви, али фитинзи од бакра коштају 30-50 пута мање од оних направљених од полимера. С обзиром да се методе уградње цевовода могу користити исте, онда су трошкови уградње система од ових материјала приближно једнаки. Као резултат тога, цена завршеног цевовода у великој мери зависи од топологије система.
У случају дугих и неразгранатих мрежа (главних, на пример), пластични цевоводи су много јефтинији. Када се користи скупа, добра пластика, која је дизајнирана за висок ниво хлорисања, али није доступна на руском тржишту, полимерни системи ће очигледно бити скупљи. Бакарни цевовод се може поставити без употребе фитинга, што га чини јефтинијим. А с обзиром на издржљивост и високу поузданост бакарних система, трошкови њиховог рада су за ред величине нижи од пластичних. У случају одлагања искоришћеног бакарног цевовода, утрошена средства се враћају.

2. Бакар је отрован. Потпуно неутемељена тврдња. Отровна су само специјална једињења бакра произведена у индустрији (боје, плави витриол, други) и која се не формирају природно у цевоводу.Оксиди овог метала, који су углавном заштитни филм (патина) на његовој површини, нису отровни. Напротив, они и сам бакар имају благи бактерицидни и бактериостатски ефекат, што, када се користи вода из таквог цевовода, обезбеђује високу инфективну сигурност.
3. Хлор. Ова супстанца у свом чистом облику је веома јак оксидант, забрањен за транспорт кроз бакарне цеви. Утицај једињења хлора, укључујући и она која се користе за дезинфекцију воде, бакар толерише потпуно безболно. Напротив, интеракција са овим супстанцама убрзава формирање заштитне мреже на површини бакра. Због тога се у САД, током технолошког испирања новог цевовода, врши хиперхлорисање како би се брзо добио заштитни слој.

„Проблем са хлором“ је почео са бакром са увођењем пластичних цеви на тржиште водовода. То је због чињенице да чак и једињења хлора која се користе за дезинфекцију воде имају прилично штетан утицај на већину пластике. А златно правило успешног маркетинга, као што знате, каже: „Пребаците своју кривицу на конкурента – нека се оправда.
4. Лутајуће струје. То су струје које теку у земљи када се она користи као проводни медијум. У овом случају доводе до корозије металних предмета у земљи. С тим у вези, лутајуће струје немају никакве везе са бакарним цевима, које су углавном унутрашње.
Забрањено је коришћење и бакарних и челичних система као главне уземљене електроде. Ако се ово правило стриктно поштује, неће се појавити електрични проблеми (укључујући лутајуће струје).Уземљење, које ради у хитном режиму, пролази само краткотрајну струју, што неће штетити цевоводу. Проблеми настају само када се крше основна правила за пројектовање и рад електричних инсталација.










Карактеристике бакарних цеви
Такви производи не улазе у хемијске реакције са радним течностима као што су уље, вода и хербициди. Готово да не стварају израслине, каменац и друге материје, како органске тако и неорганске. Такве цеви су направљене од бакра од 3 до 400 стотина мм у пречнику, а дебљина зида може бити од 0,8 до 12 мм.
Од главних карактеристика могу се разликовати:
- Функционисање у широком температурном опсегу, варира од +250 до -200°Ц. Производи имају мали коефицијент топлотног ширења и отпорни су на температурне промене. Захваљујући овим квалитетима, бакарне цеви за водоснабдевање се не плаше замрзавања течности, остаће нетакнуте и чврсте.
- Отпорност на корозивне процесе. Са сувим ваздухом, оксидација се не јавља, а под утицајем угљен-диоксида или влаге, површина цевовода је прекривена зеленим премазом - патином.
- Трајност. Век трајања бакарних цеви је око 80 година.
Карактеристике уградње пластичних цеви за гас

Препоруке су једноставне и односе се на карактеристике материјала:
- ПЕ цеви не толеришу директну сунчеву светлост. Коло је заштићено од сунца или положено под земљу. Ово захтева припрему: обележавање, копање ровова, затрпавање.
- Механичка чврстоћа пластике је инфериорнија од челика, тако да се гасовод поставља на осамљеним местима.
- За разлику од метала, коефицијент топлотног ширења пластике је много већи. Ово не утиче на функционалност гасовода, али обавезује полагање цеви на отвореном простору. Уградња испод пода или у зидове је непожељна.
- Пластика привлачи својом флексибилношћу и способношћу изградње сложеног система. Треба напоменути да што је мање кривина и окретања у систему, то боље функционише.
- Сваких 2-3 метра, цев, и вертикална и хоризонтална, мора бити подупрта додатним причвршћивањем или ослонцем.
Методе монтаже
Спојите пластичне цеви заваривањем. Метода је веома једноставна, пошто је температура заваривања ниска, чак и почетник мајстор може да се носи са пристајањем.
Најпопуларније 3 методе су:
- Кундак - причвршћивање се врши кундаком. Зато продужите цев или направите грану.
- Утичница - приликом повезивања, додатни слој полимера је заварен на спој. Метода се препоручује за цеви пречника већег од 15 мм.
- Електрофузија - гасоводи се спајају заваривањем кроз фитинг. Тако мењају правац цевовода, праве гране или се спајају.
Све методе обезбеђују чврсту везу. Елецтрофусион - најпогоднији и најбржи.
Уградња бакарних цеви за водоснабдевање
Пре него што почнете са радом, потребно је да направите дијаграм будуће водоводне конструкције и на основу тога израчунате снимку ваљане цеви и број спојних елемената (пресне спојнице, Т-прикључци, кривине, адаптери итд.).
Неопходни алати и материјали
Да бисте извршили уградњу ваљане легуре бакра, потребно је да припремите сет алата који се састоји од:
- Тестере за метал или цеви.
- Клијешта.
- Ручни калибратор.
- Кључеви или гасни горионик (за загревање дела цеви при спајању делова лемљењем).
- Филе.
За спајање делова цеви, у зависности од изабраног начина повезивања, биће потребни следећи материјали:
- Фиттинг.
- ФУМ - трака за заптивање спојева одвојивих окова.
- Лем и флукс (у случају производа за лемљење).
Мере предострожности
Лемљење бакарних производа врши се када се загреју на високе температуре, тако да је при раду потребно носити заштитну одећу и користити противпожарни штит. Неопходно је уклонити гумене или пластичне плетенице са делова који се спајају у контактној зони. Вентил који се уграђује мора се одврнути како се заптивни прстенови не би растопили.
Приликом лемљења бакарних производа у већ инсталираном систему цевовода, све запорне вентиле треба отворити тако да ниво притиска у цевима не прелази дозвољене вредности због загревања неких делова.
Напредак рада
Спајање сегмената цеви помоћу фитинга врши се у следећем редоследу:
- Исеците делове цеви на потребну величину.
- Ако је водовод састављен од бакарних цеви са ПВЦ изолацијом, онда овај слој треба уклонити на крајевима производа.
- Очистите линију реза помоћу турпије.
- Уклоните косину.
- Ставите на припремљени део наизменично спојну матицу и компресиони прстен.
- Спојите спој на матицу и затегните навоје прво руком, а затим кључем.
- На местима где се уграђује прелазни фитинг са бакарне цеви на челичну, непропусност спојева се обезбеђује употребом ФУМ - траке.
Када спајате цеви лемљењем сопственим рукама, морате пратити горе описане мере предострожности и имати одређене вештине. Процес припреме и само лемљење укључује следеће кораке:
- Резање потребних дужина цеви резачем цеви или ножном тестером.
- Уклањање топлотноизолационог слоја (ако постоји) и резултујућих неравнина на њиховим крајевима.
- Уклањање оксидног филма у зони лемљења финим абразивним брусним папиром.
- Фитинг брушење.
- Подмазивање спољне површине делова флуксом.
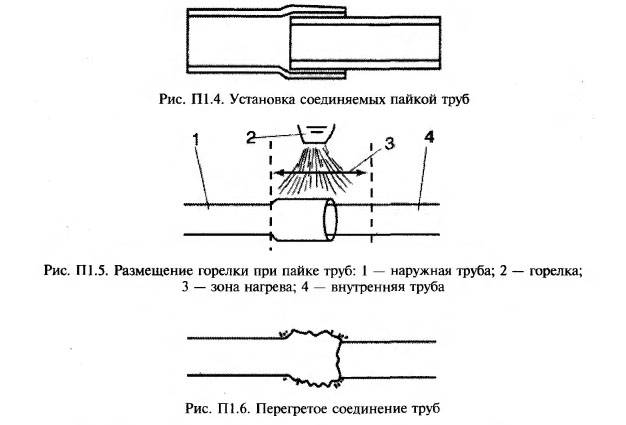
- Убацивање краја цеви у фитинг на такав начин да између делова остане размак од највише 0,4 мм.
- Загревање контактне зоне елемената гасног горионика (на слици испод).
- Убацивање лема у отвор између фитинга и краја бакарне цеви.
- Лемни шав.
- Испирање система од честица флукса.
Процес лемљења ваљаних производа од бакарних цеви може се погледати на видео снимку:
Карактеристике монтаже
Монтажа лемљењем формира једноделне везе које не захтевају одржавање и које се сматрају најпоузданијим у раду. Али да бисте лемили бакарни водовод, морате имати довољно искуства у овој врсти посла и релевантно знање. Почетници могу користити следеће препоруке:









- Чишћење бакарних производа не треба вршити абразивним средствима за чишћење, грубим брусним папиром или жичаном четком, јер ће изгребати бакар. Дубоке огреботине на површини ометају лемни спој.
- Флукс је прилично агресивна супстанца са високом хемијском активношћу. Нанесите га у танком слоју помоћу четке. Ако на површини постоје вишкови, на крају процеса спајања делова, онда се морају одмах уклонити.
- Контактна зона треба да буде довољно загрејана, али не претерано, како би се спречило топљење метала. Сам лем не би требало да се загрева. Треба га нанети на загрејану површину дела - ако почне да се топи, онда можете започети лемљење.
- Потребно је савијати цеви како би се спречило наборе и увртање.
- Уградњу бакарних производа треба извршити испред алуминијумских или челичних профила у правцу протока воде како би се спречила брза корозија ових потоњих.
- За прелазак са бакарних цеви на делове других метала препоручује се употреба фитинга од месинга, бронзе или нерђајућег челика.
Означавање и цена
Израђују се цеви за грејање, означене према ГОСТ-овима. На пример, производи са дебљином зида од 0,8–10 мм се производе према стандардима ГОСТ 617-90. Друга ознака се односи на чистоћу бакра, регулисану ГОСТ 859-2001. Истовремено су дозвољене ознаке М1, М1п, М2, М2п, М3, М3.
Према ознаци, која је назначена на произведеним производима, можете сазнати следеће информације:
- облик попречног пресека. Означено словима КР.
- Дужина - овај индикатор има различите ознаке. БТ - залив, МД - димензионални, КД - вишедимензионалност.
- Начин производње производа. Ако је елемент заварен, на њему је назначено слово Ц. На нацртаним производима ставља се слово Д.
- Посебне радне карактеристике. На пример, повећане техничке карактеристике су означене словом П. Висок индекс пластичности - ПП, повећана тачност реза - ПУ, тачност - ПС, чврстоћа - ПТ.
- Прецизност производње. Стандардни индикатор је означен словом Х, повећан - П.
Да бисте визуелно разумели како читати ознаку, потребно је да разумете једноставан пример - ДКРНМ50к3.0к3100. Дешифровање:
- Направљен је од чистог бакра, означеног брендом М1.
- Производ је растезљив.
- Облик је округао.
- Софт.
- Спољни пречник — 50 мм.
- Дебљина зида - 3 мм.
- Дужина производа је 3100 мм.
Европски произвођачи користе посебан систем означавања ДИН 1412. На елементе система за водоснабдевање и грејање примењују ознаку ЕН-1057. Укључује број стандарда према којем су цеви направљене, додатни елемент укључен у састав - фосфор. Потребно је повећати отпорност на рђу.
 Бакарне цеви у фабрици
Бакарне цеви у фабрици



