- Избор места и начина уградње радијатора
- Методе циркулације расхладне течности
- 5 Митови и чињенице о бакарним цевима за водоснабдевање
- Означавање и цена
- Метод #2: Урезивање (Ролл Гроове)
- Припрема и израда споја назубљених жлебова
- Тестирање комплетног система са наруквицама
- Алати ће вам требати
- Сорте бакарних производа
- Опције за спајање цеви од бакра
- Заваривање споја
- Спајање на пламену
- Притисните метод повезивања
- Везе типа навоја
- Самостална монтажа
- Класификација према материјалима производње
- Сорте бакарних производа
- По договору
- Према начину израде
- По облику пресека
- Према степену тврдоће
- Врсте намотаја
Избор места и начина уградње радијатора
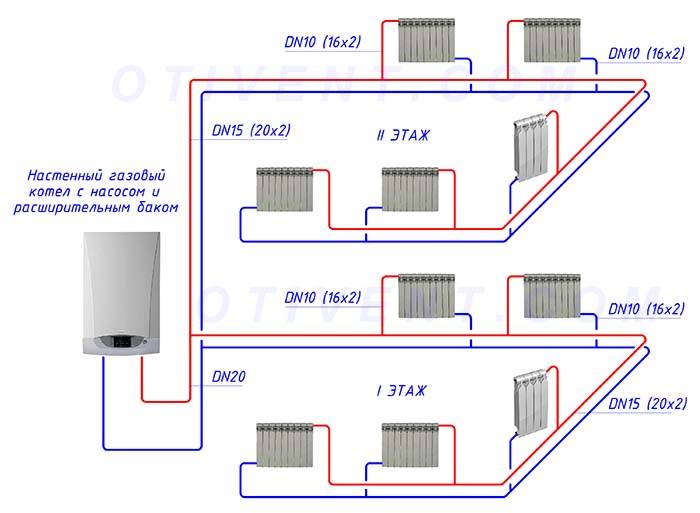
Опције за повезивање радијатора за грејање зависе од опште шеме грејања у кући, карактеристика дизајна грејача и начина полагања цеви. Уобичајене су следеће методе повезивања радијатора за грејање:
- Бочно (једнострано). Улазне и излазне цеви су повезане на истој страни, док се довод налази на врху. Стандардна метода за вишеспратнице, када се снабдевање врши из успонске цеви. У погледу ефикасности, ова метода није инфериорна од дијагоналне.
- Ниже.На овај начин се повезују биметални радијатори са доњим прикључком или челични радијатор са доњим прикључком. Доводне и повратне цеви су повезане одоздо са леве или десне стране уређаја и повезане преко доње прикључне јединице радијатора са преклопним наврткама и запорним вентилима. Спојна матица је причвршћена на доњу цев радијатора. Предност ове методе је локација главних цеви скривених у поду, а радијатори грејања са доњим прикључком хармонично се уклапају у унутрашњост и могу се уградити у уске нише.
- Дијагонала. Расхладна течност улази кроз горњи улаз, а поврат је повезан са супротне стране на доњи излаз. Оптималан тип везе, који обезбеђује равномерно загревање целе површине батерије. На овај начин правилно прикључите батерију за грејање чија дужина прелази 1 метар. Губитак топлоте не прелази 2%.
- Седло. Довод и поврат су повезани на доње рупе које се налазе на супротним странама. Користи се углавном у једноцевним системима када ниједан други метод није могућ. Губици топлоте као резултат лоше циркулације расхладне течности у горњем делу уређаја достижу 15%.
ПОГЛЕДАЈТЕ ВИДЕО
Приликом избора места за уградњу узима се у обзир неколико фактора како би се обезбедио исправан рад уређаја за грејање. Уградња се врши на местима најмање заштићеним од продора хладног ваздуха, испод прозорских отвора. Препоручује се постављање батерије испод сваког прозора. Минимално растојање од зида је 3-5 цм, од пода и прозорске даске - 10-15 цм.Са мањим празнинама, конвекција се погоршава и снага батерије пада.
Типичне грешке при избору локације за инсталацију:
- Простор за уградњу регулационих вентила није узет у обзир.
- Мала удаљеност од пода и прозорске даске спречава правилну циркулацију ваздуха, због чега се смањује пренос топлоте и просторија се не загрева до подешене температуре.
- Уместо неколико батерија које се налазе испод сваког прозора и стварају топлотну завесу, бира се један дугачак радијатор.
- Постављање декоративних решетки, панела који спречавају нормално ширење топлоте.
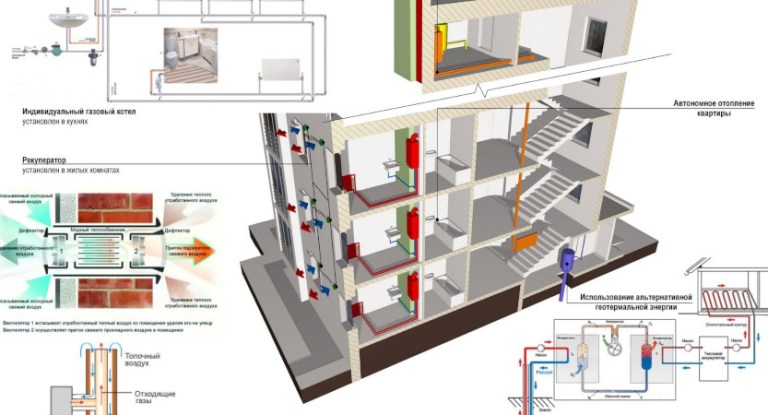
Методе циркулације расхладне течности
Циркулација расхладне течности кроз цевоводе се одвија на природан или присилан начин. Природна (гравитациона) метода не укључује употребу додатне опреме. Расхладна течност се помера због промене карактеристика течности као резултат загревања. Врућа расхладна течност која улази у батерију, хладећи се, добија већу густину и масу, након чега пада, а на њено место улази топлија расхладна течност. Хладна вода из поврата гравитацијом тече у котао и истискује већ загрејану течност. За нормалан рад, цевовод се поставља под нагибом од најмање 0,5 цм по линеарном метру.
Шема циркулације расхладне течности у систему помоћу пумпне опреме
За принудно снабдевање расхладном течношћу, обавезна је уградња једне или више циркулационих пумпи. Пумпа се поставља на повратну цев испред котла. Рад грејања у овом случају зависи од напајања електричном енергијом, али има значајне предности:
- Дозвољена је употреба цеви малог пречника.
- Главни је инсталиран у било ком положају, вертикално или хоризонтално.
- Потребно је мање расхладне течности.
5 Митови и чињенице о бакарним цевима за водоснабдевање
Водоводне бакарне цеви имају низ недостатака из категорије митова, због конкуренције и недостатка свести.
1. Висока цена бакарног цевовода. Ова идеја је настала захваљујући агресивном рекламирању пластичних цеви. Заиста, бакарне цеви су 2-3 пута скупље од пластичних цеви, али фитинзи од бакра коштају 30-50 пута мање од оних направљених од полимера. С обзиром да се методе уградње цевовода могу користити исте, онда су трошкови уградње система од ових материјала приближно једнаки. Као резултат тога, цена завршеног цевовода у великој мери зависи од топологије система.
У случају дугих и неразгранатих мрежа (главних, на пример), пластични цевоводи су много јефтинији. Када се користи скупа, добра пластика, која је дизајнирана за висок ниво хлорисања, али није доступна на руском тржишту, полимерни системи ће очигледно бити скупљи. Бакарни цевовод се може поставити без употребе фитинга, што га чини јефтинијим. А с обзиром на издржљивост и високу поузданост бакарних система, трошкови њиховог рада су за ред величине нижи од пластичних. У случају одлагања искоришћеног бакарног цевовода, утрошена средства се враћају.
2. Бакар је отрован. Потпуно неутемељена тврдња. Отровна су само специјална једињења бакра произведена у индустрији (боје, плави витриол, други) и која се не формирају природно у цевоводу. Оксиди овог метала, који су углавном заштитни филм (патина) на његовој површини, нису отровни.Напротив, они и сам бакар имају благи бактерицидни и бактериостатски ефекат, што, када се користи вода из таквог цевовода, обезбеђује високу инфективну сигурност.
3. Хлор. Ова супстанца у свом чистом облику је веома јак оксидант, забрањен за транспорт кроз бакарне цеви. Утицај једињења хлора, укључујући и она која се користе за дезинфекцију воде, бакар толерише потпуно безболно. Напротив, интеракција са овим супстанцама убрзава формирање заштитне мреже на површини бакра. Због тога се у САД, током технолошког испирања новог цевовода, врши хиперхлорисање како би се брзо добио заштитни слој.
„Проблем са хлором“ је почео са бакром са увођењем пластичних цеви на тржиште водовода. То је због чињенице да чак и једињења хлора која се користе за дезинфекцију воде имају прилично штетан утицај на већину пластике. А златно правило успешног маркетинга, као што знате, каже: „Пребаците своју кривицу на конкурента – нека се оправда.
4. Лутајуће струје. То су струје које теку у земљи када се она користи као проводни медијум. У овом случају доводе до корозије металних предмета у земљи. С тим у вези, лутајуће струје немају никакве везе са бакарним цевима, које су углавном унутрашње.
Забрањено је коришћење и бакарних и челичних система као главне уземљене електроде. Ако се ово правило стриктно поштује, неће се појавити електрични проблеми (укључујући лутајуће струје). Уземљење, које ради у хитном режиму, пролази само краткотрајну струју, што неће штетити цевоводу.Проблеми настају само када се крше основна правила за пројектовање и рад електричних инсталација.
Означавање и цена
Израђују се цеви за грејање, означене према ГОСТ-овима. На пример, производи са дебљином зида од 0,8–10 мм се производе према стандардима ГОСТ 617-90. Друга ознака се односи на чистоћу бакра, регулисану ГОСТ 859-2001. Истовремено су дозвољене ознаке М1, М1п, М2, М2п, М3, М3.










Према ознаци, која је назначена на произведеним производима, можете сазнати следеће информације:
- облик попречног пресека. Означено словима КР.
- Дужина - овај индикатор има различите ознаке. БТ - залив, МД - димензионални, КД - вишедимензионалност.
- Начин производње производа. Ако је елемент заварен, на њему је назначено слово Ц. На нацртаним производима ставља се слово Д.
- Посебне радне карактеристике. На пример, повећане техничке карактеристике су означене словом П. Висок индекс пластичности - ПП, повећана тачност реза - ПУ, тачност - ПС, чврстоћа - ПТ.
- Прецизност производње. Стандардни индикатор је означен словом Х, повећан - П.
Да бисте визуелно разумели како читати ознаку, потребно је да разумете једноставан пример - ДКРНМ50к3.0к3100. Дешифровање:
- Направљен је од чистог бакра, означеног брендом М1.
- Производ је растезљив.
- Облик је округао.
- Софт.
- Спољни пречник — 50 мм.
- Дебљина зида - 3 мм.
- Дужина производа је 3100 мм.
Европски произвођачи користе посебан систем означавања ДИН 1412. На елементе система за водоснабдевање и грејање примењују ознаку ЕН-1057.Укључује број стандарда према којем су цеви направљене, додатни елемент укључен у састав - фосфор. Потребно је повећати отпорност на рђу.
Бакарне цеви у фабрици
Метод #2: Урезивање (Ролл Гроове)
Цевоводи створени спојем са крајњим жлебовима (жлебови за нарезивање) већ дуго се практикују на конструкцији спринклер (иригационих) противпожарних система. Од 1925. године овај потпуно поуздан начин спајања цеви користи се на челичним и гвозденим цевоводима за грејање, вентилацију, климатизацију и друге системе.
У међувремену, сличан метод механичког повезивања је такође доступан за бакарне цеви пречника од 50 мм до 200 мм. Комплет механичког повезивања са ребрима садржи:
- спојнице,
- заптивке,
- разне арматуре.
Механички систем за нарезивање нуди практичну алтернативу за лемљење бакарних цеви већег пречника. Сходно томе, метода жлебова не захтева додатно загревање (користећи отворени пламен), као у случају лемљења или меког лемљења.
Жлеб за нарезивање на крају бакарне цеви је један од главних елемената методе повезивања „наребреног жлеба“. Мерење након ваљања одређује одговарајући спој
Жлебна веза се заснива на дуктилности бакра и повећању чврстоће овог метала током хладног рада. Дизајн подразумева заптивање система стезања, за шта се користи заптивач од синтетичког еластомера (ЕПДМ - Етхилене Пропилене Диене Метхилене) и посебно дизајнирана стезаљка.Бројни произвођачи широм света нуде алате за креирање назубљени спојеви - заптивке, стеге, спојнице.
Фитинги различитих величина и радне стеге са заптивкама користе се у пројектовању спојева изведених методом жлебова назубљених.
Припрема и израда споја назубљених жлебова
Као и код других процеса спајања бакра без лемљења, правилна припрема краја цеви је од примарне важности у стварању јаког, непропусног завара. Прави избор алата за нарезивање за сваку врсту бакарне цеви је такође очигледан. Препоруке произвођача морају се поштовати како би се обезбедила сигурна припрема ових врста прикључака без проблема.
Табела дозвољених притисака и температура за ову врсту везе
| Врста конекције | Опсег притиска, кПа | Опсег температуре, ºЦ |
| Жлеб, Д = 50,8 - 203,2 мм, тип К, Л | 0 — 2065 | минус 35 / плус 120 за К минус 30 / плус 80 за Л |
| Роло жлеб, Д = 50,8 - 101,2 мм, Д = 50,8 - 203,2 мм тип М | 0 — 1725 | минус 35 / плус 120 |
| 0 — 1375 | минус 30 / плус 80 |
Корак по корак процес састављања чвора са жљебовима за нарезивање:
- Крајеве бакарних цеви исеците тачно окомито на осу.
- Уклоните неравнине након сечења и закошења.
- Намотајте жлебове до жељених димензија према захтевима произвођача окова.
- Прегледајте фитинге, заптивке, стезаљке на оштећења.
- Подмажите заптивке према препорукама произвођача.
Пре завршне монтаже, проверите да ли су површине за стезање чисте и остатке. Саставите једињење према препорукама произвођача.
Практично састављен фрагмент чвора методом "жлеб за нарезивање".Еластичне заптивке стезног држача се третирају малом количином мазива пре коначног налегања бакарних цеви.
Затезне матице треба коначно затегнути на потребан обртни момент према препорукама произвођача. Након затезања шрафова, подручје стезања треба поново испитати како би се уверило да је склоп правилно састављен.
Тестирање комплетног система са наруквицама
Тестирање комплетног система цевовода може се извршити применом притиска ваздуха или воде на систем. Хидропнеуматска метода такође није искључена када се примењује релативно висок испитни притисак.
Међутим, треба узети у обзир да вредност испитног притиска не би требало да пређе максимални дозвољени радни притисак који је навео произвођач система жлебова са наребрицом.
Алати ће вам требати
Да бисте извршили компетентну инсталацију, морате имати следеће алате:
- Резач цеви - мора се изабрати на основу специфичног типа попречног пресека цеви. Може бити механички или ручни;
- Брусилица - може се заменити брусним папиром;
- Гасни горионик за лемљење бакарних цеви или лемилице са флуксом и лемом.
Рад почиње са израдом плана система грејања са обавезним означавањем места на којима се планира уградња батерија. Следећи корак је резање цеви на резне дужине. Треба имати на уму да крајеви морају бити строго окомити. На исеченим узорцима не смеју бити избочина. Спојеви морају бити очишћени фино зрнатим брусним папиром.










На очишћени крај цеви се наноси флукс, након чега се (крај) убацује у радијатор или фитинг док се не заустави.Након тога, лем се наноси на спој за лемљење бакарних цеви за грејање. Спојни делови на споју се загревају гасним гориоником. Мора се водити рачуна да пламен не додирне лем. Али, у исто време, мора се истопити како би се попуниле празнине између фитинга и цеви.
Сорте бакарних производа
Постоји неколико класификација бакарних цеви. Хајде да размотримо неке од њих. Према начину производње, производи се разликују:
- Унаннеалед. Израђују се од чистог метала штанцањем или ваљањем. Одликује их висока затезна чврстоћа, која износи око 450 МПа. У овом случају, дуктилност метала се смањује, што ствара одређена ограничења у употреби делова.
- Жарено. Они се разликују у посебној технологији обраде. Цеви се загревају на 700Ц, а затим постепено хладе. Као резултат, производи донекле губе снагу, али постају дуктилнији. Такве цеви се савршено протежу, непосредно пре паузе, дужина елемента може се повећати један и по пута. Жарени производи су мекши, што поједностављује њихову уградњу.
Облик пресека разликује округле и правоугаоне елементе. Потоњи се одликују вишим трошковима, што је због сложености њихове производње. Користе се за производњу проводника у намотајима статора електричне опреме хлађене течном методом. Стандардне величине неизолованих бакарних производа у погледу спољашњег пречника варирају од 12 до 267 мм. Поред тога, свака од стандардних величина може имати различиту дебљину зида, која је у распону од 0,6 до 3 мм. За снабдевање гасом користе се производи са минималном дебљином од 1 мм.У водоводу, најчешће коришћене величине су 22, 18, 15, 12 са 1 мм, 52 са 2 мм и 42, 35, 28 са 1,5 мм.
Жарене бакарне цеви губе одређену снагу, али добијају посебну пластичност и мекоћу, што олакшава процес њихове уградње.
ГОСТ 52318-2005 регулише производњу бакарних делова у три типа, који се разликују по степену тврдоће, радним и механичким својствима:
- Софт. Означено М или В, застарело р или Ф22. Издржати ширење без пукотина и ломова у процесу повећања спољашњег пречника за 25%. Може се подвргнути савијању и хладном споју без причвршћивања. Производи се користе за уређење система грејања и водовода са гредним разводом цевовода до грејних и водоводних инсталација, као и за топлотне пумпе, подно и панелно грејање.
- Получврста. Ознака П или ХХ, застарела верзија з. Делови издржавају експанзију у процесу повећања пречника цеви за 15%. Мања дуктилност од меких производа захтева употребу топлоте за везу без прикључка. За савијање ће вам требати савијач цеви.
- Чврст. Ознака Т или Х, застарело з6 или Ф30. Током уградње, проширење цеви се јавља само током процеса грејања. За савијање дела користи се савијач цеви. Чврсти, као и получврсти елементи се користе за уређење аутопутева без честих промена смера кретања и скретања. Поред тога, такви производи се користе за цевоводе који захтевају повећану механичку чврстоћу.
Неки произвођачи производе посебне цеви са додатним опцијама које су тражене за системе грејања и водоснабдевања:
- Изолован полиетиленским танкозидним омотачем, чија је дебљина 2-2,5 мм. Материјал је отпоран на хемијска и механичка оптерећења, наноси се на цеви пречника од 12 до 54 мм. Плашт смањује топлотне губитке присутне у системима грејања и спречава стварање кондензата на цевима хладне воде.
- Са заштитном изолацијом дебљине 2,5 до 3 мм. Унутрашња страна полиетиленске шкољке је опремљена малим уздужним зупцима који формирају ваздушне канале. На тај начин се побољшавају карактеристике топлотне изолације и постаје могуће извршити топлотно ширење монолитне цеви са температурним колебањима.
- Са термоизолационим омотачем од пенастих материјала: синтетичке гуме, полиетиленске пене, меке полиуретанске пене итд. Ширина изолационог слоја може бити већа од 30 мм. Шкољка се користи за смањење високог преноса топлоте у системима топле воде и грејања.
Ако је потребно, можете купити посебне делове за заклон и топлотну изолацију инсталираних цевовода.
Фитинги се користе за спајање бакарних делова. Њихов распон је веома широк. Разликују се по облику и дизајнирани су за стварање различитих врста веза.
Опције за спајање цеви од бакра
Приликом склапања грејања користе се различите методе уградње. Дакле, спајање бакарних цеви врши се склопивим и несклопивим методом. У првом случају се користе прирубнице, навојни причвршћивачи, окови, који се аутоматски фиксирају.Приликом пројектовања неодвојивог система грејања користе се пресовање, лемљење и заваривање.
Заваривање споја
Хајде да погледамо процес заваривања бакарних цеви. Ова техника спајања се примењује на цеви пречника 108 мм или више. Дебљина зида грејног материјала мора бити најмање 1,5 мм. За извођење радова заваривања, у овом случају, потребно је само сучељавање, а одговарајућа температура треба да буде 1084 степена. Вреди додати да се ова опција за уградњу грејања не препоручује ручно.
До данас, градитељи користе неколико врста заваривања:
- Гасно заваривање коришћењем горионика типа кисеоник-ацетилен.
- Заваривање са потрошним електродама, изведено у окружењу инертног гаса - аргон или хелијум.
- Заваривање у коме се користе нетрошне електроде.
У већини случајева, метода лучног заваривања се користи за спајање бакарних елемената. Ако су цеви које се планирају за монтажу цевовода израђене од чистог бакра, онда је неопходно користити нетаљиве волфрамове електроде у окружењу аргона, азота или хелијума. Приликом заваривања бакарних елемената процес мора бити брз. Ово ће спречити стварање различитих оксидација на металној подлози цеви.
Заваривање бакарних цеви
Да бисте дали снагу таквој вези, по завршетку пристајања, препоручује се додатно ковање насталих спојева.
Спајање на пламену
Дешава се да употреба горионика за заваривање током уградње система грејања ствара неке непријатности. У овом случају, препоручује се прибегавање спојевима бакарних цеви.Овај начин уградње ће се показати одвојивим, што ће играти позитивну улогу у случају присилног грејања.
Операција ове врсте ће захтевати обавезно присуство уређаја за распаљивање. Покушаћемо да детаљно опишемо како спојити цеви за грејање помоћу раширења:
- за почетак, врх цеви се чисти како би се са његове површине уклониле огреботине и неравнине настале током резања материјала;
- спојница је причвршћена на цев;
- затим се цев убацује у стезни уређај, уз помоћ којег се врши даље ширење;
- онда би требало да почнете да затегнете завртањ алата све док угао краја цеви не достигне 45 степени;
- након што је подручје цеви спремно за спајање, на њега треба довести спојницу и затегнути навртке.
Више о процесу можете сазнати у видеу испод.










Притисните метод повезивања
Поред свих горе наведених метода за уградњу цеви за грејање, постоји и метода пресовања. За спајање бакарних елемената у овом случају потребно је претходно припремљени крај цеви уметнути у спојницу док се не заустави. Након тога ће бити потребна употреба хидрауличне или ручне пресе, кроз коју ће цеви бити фиксиране.
Ако се грејање планира саставити од цеви са дебелим зидовима, биће потребне прес фитинге са посебним компресијским рукавима. Ови елементи омогућавају сабијање цеви и фитинга за грејање изнутра, док ће спољне заптивке обезбедити одличну непропусност конструкције.
Везе типа навоја
Нажалост, на тржишту је немогуће пронаћи бакарне цеви са навојним спојевима, па је уобичајено да се за спајање делова система грејања користе спојни елементи који имају спојну матицу.
За спајање бакарних цеви са цевима од других материјала користе се фитинзи са навојем од бронзе или месинга. Њихова употреба елиминише могућност галванске корозије. У случају да се цеви разликују у пречнику, прибегавајте помоћи специјалним експандерима.
С обзиром на врсте заптивки које се данас користе за бакарне системе грејања, постоје две врсте навојних прикључака:
- Консолидације конусног типа („амерички“). Ови елементи се препоручују за уградњу грејања у условима високих температурних индикатора.
- Прикључци равног типа. Такви материјали укључују у свој дизајн заптивке од полимерних материјала различитих боја. Заптивке су обојене у различите боје како би се означиле температуре на којима можете радити са таквим елементима.
Шема прикључка за бакарне цеви
Самостална монтажа
Инсталација цевовода помоћу бакарних цеви је сасвим изводљива сопственим рукама. Да бисте то урадили, користите гасни горионик и лем, који је два типа - тврд и мекан. Тврди лем се користи за високотемпературно лемљење у комуникацијама за водоснабдевање, гас и грејање. Меки - за лемљење на нижим температурама у кућним условима.

- четкање и брушење унутрашњости споја;
- наношење флукс пасте изнутра и споља;
- загревање прикључне тачке гасним гориоником.
Искористите ове савете. Не уклањајте неравнине након што сте обрезали ивице цеви брусним папиром. Један од крајева цеви мора се проширити експандером цеви тако да се уклапају један у други
Приликом наношења пасте флукса уверите се да је нема превише и да не уђе у лумен цеви приликом лемљења.
Важно је да се спој не прегреје, довољно је 15-20 секунди да се добије ефекат. Загревање се зауставља када флукс добије сребрну боју.
Пре покретања готовог система, препоручљиво је да га исперите под великим притиском воде како бисте уклонили све честице из процеса уградње.
Рад са отвореним пламеном захтева мере предострожности. За време ових радова вреди водити рачуна о животу и здрављу.
Бакарни цевоводи, због својих одличних својстава, показали су се као поуздана опција за систем грејања, уз могућност снабдевања топлом и хладном водом.
Класификација према материјалима производње
Избор материјала зависи од радних оптерећења - притиска, протока течности, (понекад и од његове густине), као и од нивоа хидрауличког отпора. На крају крајева, оков је додатна баријера протока узрокована разним суседним елементима - заптивкама и дизајнерским карактеристикама самог производа - присуством плиме, избочина, радијуса закривљености, прелазних делова итд.
Материјали који се препоручују за производњу дотичних делова такође се бирају узимајући у обзир производност њихове производње:
- Ливено гвожде. Чешће се користе ливено гвожђе са нодуларним графитом (класе ВЦх100), које имају довољну чврстоћу и задовољавајућу дуктилност. Често постоје адаптери од кованог ливеног гвожђа разреда СЦХ30 или СЦХ35, као и од нодуларног гвожђа КЦх35-10 или КЦх 37-12. У неким случајевима, готови производи су галванизовани да би се побољшала њихова презентација.
- Челик.Углавном се користи нерђајући челик 08Кс18Х10, као и његови страни колеге. Друге марке се користе у системима дизајнираним за пумпање корозивних медија на повишеним температурама, који су контаминирани абразивним честицама. Овде се користи челик типа 45Кс. 40ХН. 40ХНМ и сл.
- Месинг. Када користе технологију пластичне деформације, руководе се маркама деформабилног месинга: обични од Л70, вишекомпонентни - ЛА-77-2, ЛН 65-5. Од ливеног месинга - ЛТс40С, ЛТс25С2 итд.
- Метал-пластика на бази деформабилног алуминијума и полиетилена разреда ПЕ-Кс или ПЕ-РТ.
- Полиетилен ниског притиска (ХДПЕ). При ниским радним оптерећењима користе се полимери, произведени према техничким захтевима ГОСТ 16338-85.

Фитинги за ХДПЕ цеви: врсте фитинга и опције за спајање цевовода У грађевинарству се све више користе цевоводи од ХДПЕ. Због тога се повећава и потражња за елементима за ојачање. Уз њихову помоћ, уградња цеви постаје лака и брза ...










Сорте бакарних производа
Тренутно постоји неколико варијанти бакарних цеви. Испод су главни.
По договору
Следеће цеви се користе за њихову намену:
- за намештај - од хрома - 25 мм;
- за комерцијалну опрему - овални производ - 25 мм;
- у производњи носача намештаја - 50 мм (бар);
- за кухињску собу - 50 и 26 мм (ограда и шипка).
У производњи намештаја користи се хромирана цев за намештај. Користи се у главној структури намештаја - као метална шипка. За разлику од округлог, има правоугаони пресек. Најчешће коришћени профил је 40*100, 40*80, 50*50.
Поставља се само на равну површину, а такође се користи у поправкама иу фабрикама аутомобила - приликом стварања снажног оквира.
Према начину израде
У зависности од начина производње, такве бакарне цеви се користе као:
Неожарени бакарни цеви. Израђен је од чистог метала помоћу штанцања.
Има високу затезну чврстоћу. У овом случају, метал постаје мање дуктилан, након чега постоје нека ограничења у коришћењу такве цеви.
Жарене бакарне цеви су пластичне, овај квалитет олакшава процес уградње
Жарена бакарна цев. Пролази кроз посебну технологију обраде. Загрева се на 700 степени Целзијуса, а затим се охлади. У овом случају, елементи цевовода постају мање јаки, али флексибилнији.
Поред тога, добро се протежу - пре ломљења, њихова дужина се повећава за 1,5 пута.
Производи од жареног цевовода су мекши, па је њихова уградња бржа и лакша.
По облику пресека
Према облику пресека разликују се:
- округле водоводне цеви;
- елементи цевовода који имају облик правоугаоника. Користе се за стварање проводника у намотају статора електричне опреме, која се хлади течном методом.
Димензије бакарних цеви могу се одредити спољним пречником који износи 12–267 мм. У овом случају, било која величина цеви има одређену дебљину зида једнаку 0,6–3 мм.
Приликом спровођења гаса у куће користе се цеви дебљине од најмање 1 мм.
Приликом постављања водовода у многим случајевима се користи бакарна водоводна цев, која има такве величине као што су: 12, 15, 18, 22 на 1 мм, 28, 35, 42 на 1,5 мм и 52 на 2 мм.
Према степену тврдоће
Према степену тврдоће користе се бакарне цеви, као што су:
Софт. Ознака је М или В. Они су у стању да издрже експанзију без пуцања и кидања када се спољни пречник прошири за 25%.
Такви цевоводни производи се користе када се ствара систем грејања или се постављају цевоводи за водоснабдевање потрошача. Истовремено се врши дистрибуција греда цевовода до водоводних и грејних уређаја.
Меки елементи цевовода у већини случајева се користе у изградњи и поправци водоводних цеви. Њихова веза се сматра најједноставнијим - пристајање се може обавити без употребе додатне опреме.








Бакарне цеви могу издржати високу температуру течности које се транспортују кроз њих
Получврста. Имају следеће ознаке - П или НН. Такви производи цевовода могу да издрже експанзију са повећањем пречника од 15%.
Када се уграђују, грејање се користи за спајање цеви без употребе фитинга. За савијање или савијање получврстих производа користи се савијач цеви за бакарне цеви.
Чврст. Означени су следећим словима - Т или Х. Када су уграђени, дистрибуција се врши само током грејања. Да бисте савијали цев, користите савијач цеви.
Последње 2 врсте бакарних производа користе се у изградњи различитих аутопутева.
Такође, такви делови се користе у изградњи цевовода, који би требало да имају повећану механичку чврстоћу.
Заптивање таквих цеви се сматра важним процесом. На крају крајева, њихово одвајање се може десити у било ком тренутку - на пример, када је заптивач исцрпљен. У случају такве ситуације, биће потребно потпуно прерадити зглобове.
Врсте намотаја
Произвођачи користе различите врсте намотаја за бакарне цеви:
- ФУМ трака. Ова трака се користи у свим врстама навојних веза;
- отврдњавајући заптивач за водовод. Такав материјал се користи иу разним предузећима иу свакодневном животу;
- домаћи заптивач за водовод. Цеви које су постављене у кућама из 1940-их не цуре.
Такође, овај метод се може применити ако је потребно направити грејање од бакарних цеви.
Ако црвено олово није доступно, онда треба користити обичну ПФ боју.
Заптивање при раду са системима који проводе течност је обавезно