
- Какви су окови на тржишту
- Компресиони фитинзи
- Пресс фитинзи
- Капиларни
- Уградња бакарних цеви за системе водоснабдевања и грејања уради сам
- Одговарајући број
- Скупштина
- Нијансе рада са бакарним цевима
- Захтеви за обраду и заваривање цеви
- О интеракцији бакра са другим металима
- Неважеће грешке
- Опције за спајање цеви од бакра
- Заваривање споја
- Спајање на пламену
- Притисните метод повезивања
- Везе типа навоја
- Намена кочионих цеви
- Методе повезивања бакарних цеви
- Тајне лемљења гасном бакљом
- Повезивање са компресионим спојницама
Какви су окови на тржишту
Уградња бакарних цеви "уради сам" сматра се једноставним задатком. Приликом повезивања ових цевоводних производа морају се користити Виега спојеви за лемљење.
Тренутно се користе 3 врсте арматура:
- компресија;
- прес фитинзи;
- капиларни.
За уградњу прес фитинга потребно је да користите сет клешта различитих пречника и различитих облика.
Компресиони фитинзи
Компресиони фитинзи за бакарне цеви имају прстен који се користи приликом пресовања. Овај део одржава поуздано заптивање бакарних цеви. Такви бакарни спојеви морају бити затегнути помоћу специфичног кључа и навртки.
Такође, фитинги за бакарне цеви за пресовање могу бити 2 врсте:
- Тип А. Користи се у изградњи копнених цевовода, који је направљен од получврстог бакра;
- Тип Б. Такви спојеви за пресовање бакарних цеви се користе у изградњи различитих комуникација - подземних и надземних. У овом случају се користе меке цеви.
Као резултат тога, уградња компресионих фитинга је једноставна и згодна. У овом случају не морате користити грејање и користити посебну опрему.
Пресс фитинзи
Када се користи преса спојница, следи чињеница да бакар цевима даје високу пластичност.
Пресне спојнице су подложне деформацијама, које се могу појавити на цевоводу под спољним утицајем. Ови производи, који се користе у цевима за пресовање, сматрају се најпоузданијим.
Спајање бакарних цеви се врши на овај начин: прво се такви бакарни производи убацују у фитинг за пресовање, а затим се чврсто стисну посебним клештима.
Захваљујући употреби такве технологије, ствара се поуздана веза.
Капиларни
Капиларни бакарни фитинзи су залемљени конектори. Спајање цеви из ових делова врши се у конструкцији лема.
Лем је жица која је направљена од бакра и поставља се испод навоја капиларног споја.
Монтажа таквог дела се врши на следећи начин:
- на цев је уграђена арматура, која је претходно обложена флуксом;
- затим се спојни елемент загрева гориоником. У овом случају, све делове цеви треба добро загрејати тако да се лем потпуно растопи и да су сви спојеви таквих производа импрегнирани са њим;
- након што се бакарни производ охлади, уклоните вишак лема са њега помоћу брусног папира.
Главна предност капиларне арматуре је могућност брзе уградње без употребе грејача или горионика. Инсталирају се на објектима где се горионик не може користити, као иу резервоару или резервоару.
Повезивање таквих фитинга сматра се поузданијим од оне направљене помоћу компресионих елемената.
Приликом полагања цевовода у целој кући треба поставити неколико цеви. У овом случају треба користити експандер бакарних цеви, који има ниску цену.
Такође, приликом постављања таквих цеви, можете много уштедети ако су бакарне цеви причвршћене прирубницом - сопственим рукама направите спојницу и фитинге за лемљење. У овом случају можете направити бакарне спојнице за лемљење, користећи алате као што су беадер и експандер цеви.
Да бисте сами направили залемљене бакарне арматуре, можете купити сет експандера за бакарне цеви - ручне или електричне.
Такође, приликом полагања таквих елемената цевовода, користи се ваљак од бакарне цеви. Овим алатом метал се котрља око ваљка одређене величине. Померањем подесивих ваљака на нерегулисане, бира се потребан пречник дела.









Ваљање бакарних цеви омогућава стварање радног комада потребног облика од дуктилног метала или пластичних материјала.
ПОГЛЕДАЈТЕ ВИДЕО
Цена таквих цеви зависи од пресека, дебљине зида, квалитета бакра и других фактора. Просечна цена бакарних цеви и фитинга почиње од 415 рубаља / кг. По снимку - од 200 рубаља / м. П.
Фитинги коштају 25 - 986 рубаља / комад.
Уградња бакарних цеви за системе водоснабдевања и грејања уради сам
- Пре уградње потребно је исећи цеви на сегменте потребне дужине.
- Боље је сећи цеви за грејање резачем цеви или ножном тестером.
- Унутрашња површина цевовода мора бити очишћена од неравнина и металних струготина. Да бисте извршили овај задатак, биће вам потребна датотека и стругач.
- Тачка реза се мора изравнати, посебно у случајевима када је сечење обављено ножном тестером за метал, која благо деформише цев.
- Цевасти производ можете савити ручно или помоћу специјалног алата.
- Ако систем грејања има закривљене делове посебно сложеног облика, препоручује се употреба савијача цеви. Такав завој ће заштитити материјал од нежељених набора, који касније могу постати место корозије.
- Производи треба савијати са минималним дозвољеним радијусом.
- Радијус савијања при извођењу радова са резачем цеви мора бити најмање 3,5 пута већи од пречника цевовода. Ако се цеви савијају ручно, треба извршити радијус савијања од најмање 8 пречника.
Систем грејања са бакарним цевима
Повезивање елемената бакарног система грејања врши се на два већ позната начина:
- Цримп фиттингс;
- метода лемљења.
Због чињенице да се бакар може лако савијати, монтажа је једноставна и захтева мали број фитинга. Међутим, потребно је запамтити нека правила за комбиновање материјала у систему грејања.
Ако се употреба алуминијумских радијатора не може избећи, прелаз се мора извршити кроз челичну цев. Ово ће помоћи да се избегне појава корозије приликом спајања бакра и алуминијума. Што се тиче радијатора од других материјала, попут челика или ливеног гвожђа, таквих проблема нема.
Монтажа бакарних цеви је процес који се може извести на различите начине. Постоји неколико опција за повезивање таквих производа, које укључују монтажу, заваривање и лемљење. Дозвољено је коришћење окова других произвођача, што у одређеним случајевима може смањити финансијске трошкове.
Одговарајући број
Да би се извршила уградња бакарних цевовода, потребни су фитинги. Могу бити увијени или залемљени. У првом случају, веза ће бити одвојива, у другом - једноделна.
Избор окова ће такође утицати на причвршћивање свих елемената.
Скупштина
Након бројања потребног броја фитинга, почиње монтажа цеви. За почетак, ивице производа су прекривене танким слојем флукса. Поступак је неопходан како би се спречио процес оксидације, који се нужно јавља када се елементи загревају. Ова метода обраде спречава накупљање страних материја на зглобу, које негативно утичу на снагу.
Крајеви цеви савијених фитингом се стежу помоћу посебних клешта. Управо тај притисак изазива фиксацију.
Нијансе рада са бакарним цевима
Да бисте извршили уградњу унутрашњих цевовода у кућу, можете одабрати цев од пластике, метал-пластике или нерђајућег челика. Али само аналог од бакра може да служи без проблема и ремонта више од пола века.
Правилно постављени системи бакарних цевовода у пракси раде исправно током читавог периода рада, који је додељен викендици или стамбеној згради.
Бакарне цеви се не плаше дуготрајних топлотних оптерећења, хлора и ултраљубичастог зрачења.Приликом смрзавања не пуцају, а када се промени температура унутрашњег окружења (вода, канализација, гас) не мењају своју геометрију. За разлику од пластичних, бакарни цевоводи се не савијају. Ова пластика је подложна експанзији на високим температурама, са бакром се то по дефиницији не дешава.
Производи од бакра за цеви имају два недостатка - високу цену и мекоћу метала. Међутим, висока цена материјала се исплати са дугим веком трајања. А да се зидови цеви изнутра не би оштетили ерозијом, у систем се морају уградити филтери. Ако у води нема загађења у облику чврстих честица, онда неће бити проблема са уништавањем цевовода.










Захтеви за обраду и заваривање цеви
Када радите са бакарним цевима, морате поштовати следећа правила:
- Приликом монтаже цеви за хладну или топлу воду лемљењем треба искључити употребу оловног лема - олово је превише токсично.
- Брзина протока воде не сме бити већа од 2 м / с, иначе ће најмање честице песка или друге чврсте материје постепено почети да уништавају зидове цеви.
- Приликом употребе флукса, након завршетка инсталације, систем цевовода мора бити испран без грешке - флукс је агресивна супстанца и допринеће корозији зидова бакарних цеви.
- Приликом лемљења не би требало дозволити прегревање споја - то може довести не само до стварања пропусног споја, већ и до губитка чврстоће бакарног производа.
- Преласке цеви са бакра на друге метале (челик и алуминијум) препоручује се да се изводе помоћу месинганих или бронзаних адаптера - иначе ће челичне и алуминијумске цеви брзо почети да кородирају.
- Неравнине (металне наслаге) и неравнине на местима резања морају бити уклоњене - њихово присуство доводи до стварања турбулентних вртлога у протоку воде, што доприноси ерозији и смањењу радног века бакарног цевовода.
- Приликом припреме бакарних цеви за спајање, строго је забрањено коришћење абразива - њихове честице које остану након уградње унутра ће довести до оштећења метала и формирања фистуле.
Ако у водоводу или систему грејања у кући, поред бакра, постоје и цеви или елементи од других метала, онда ток воде треба да иде од њих до бакра, а не обрнуто. Проток воде од бакра до челика, цинка или алуминијума довешће до брзе електрохемијске корозије делова цевовода из последњег.
Због дуктилности и чврстоће метала, бакарне цеви се лако секу и савијају. Цјевовод се може ротирати или помоћу савијача цијеви или помоћу фитинга. А за гранање и повезивање са разним уређајима постоји много делова од пластике отпорне на топлоту, месинга, нерђајућег челика и бронзе.
О интеракцији бакра са другим металима
У већини приватних кућа, водоводне цеви за домаћинство су састављене од челичних и алуминијумских цеви. У системима грејања постоје и радијатори од челика или алуминијума. Неправилно уметање у такав распоред бакарних цеви је испуњено значајним проблемима.
Најоптималнија опција уградње је употреба цеви и уређаја искључиво од бакра и његових легура. Сада можете лако пронаћи биметалне алуминијум-бакарне радијаторе, као и одговарајуће арматуре и вентиле. Комбиновање различитих метала је само у екстремним случајевима.
Ако је комбинација неизбежна, онда би бакар требало да буде последњи у ланцу елемената цевовода. Немогуће га је ослободити способности да води електричну струју. А у присуству чак и слабе струје, овај метал ствара галванске парове са челиком, алуминијумом и цинком, што неизбежно доводи до њихове преране корозије. Приликом постављања водовода, неопходно је убацити бронзане адаптере између њих.
Други потенцијални проблем је кисеоник у води. Што је већи његов садржај, цеви брже кородирају. Ово се односи на цевоводе како од истог метала, тако и направљених од различитих.
Често власници викендица праве озбиљну грешку често мењајући расхладну течност у систему грејања. Ово само доводи до додавања потпуно непотребних порција кисеоника. Воду је најбоље не мењати у потпуности, већ је додати када се укаже потреба.
Неважеће грешке
Разлог за неквалитетно спајање два дела најчешће је журба, тако да морате запамтити да контролишете ивице производа да не би дошло до страних ситних предмета који се могу формирати након резања.
Приликом наношења флукса, важно је покушати да не пропустите ни најмању површину, јер сваки недостатак може узроковати лош контакт. Ако се било који део површине мало загреје, то ће довести до слабе фузије два метала. Прегревање може сагорети флукс и формирати каменац или оксид на месту лемљења, што утиче на његову поузданост.
Прегревање може сагорети флукс и формирати каменац или оксид на месту лемљења, што утиче на његову поузданост.
Ако се било који део површине мало загреје, то ће довести до слабе фузије два метала. Прегревање може сагорети флукс и формирати каменац или оксид на месту лемљења, што утиче на његову поузданост.
Опције за спајање цеви од бакра
Приликом склапања грејања користе се различите методе уградње. Дакле, спајање бакарних цеви врши се склопивим и несклопивим методом. У првом случају се користе прирубнице, навојни причвршћивачи, окови, који се аутоматски фиксирају. Приликом пројектовања неодвојивог система грејања користе се пресовање, лемљење и заваривање.
Заваривање споја
Хајде да погледамо процес заваривања бакарних цеви. Ова техника спајања се примењује на цеви пречника 108 мм или више. Дебљина зида грејног материјала мора бити најмање 1,5 мм. За извођење радова заваривања, у овом случају, потребно је само сучељавање, а одговарајућа температура треба да буде 1084 степена. Вреди додати да се ова опција за уградњу грејања не препоручује ручно.
До данас, градитељи користе неколико врста заваривања:
- Гасно заваривање коришћењем горионика типа кисеоник-ацетилен.
- Заваривање са потрошним електродама, изведено у окружењу инертног гаса - аргон или хелијум.
- Заваривање у коме се користе нетрошне електроде.
У већини случајева, метода лучног заваривања се користи за спајање бакарних елемената. Ако су цеви које се планирају за монтажу цевовода израђене од чистог бакра, онда је неопходно користити нетаљиве волфрамове електроде у окружењу аргона, азота или хелијума. Приликом заваривања бакарних елемената процес мора бити брз.Ово ће спречити стварање различитих оксидација на металној подлози цеви.











Заваривање бакарних цеви
Да бисте дали снагу таквој вези, по завршетку пристајања, препоручује се додатно ковање насталих спојева.
Спајање на пламену
Дешава се да употреба горионика за заваривање током уградње система грејања ствара неке непријатности. У овом случају, препоручује се прибегавање спојевима бакарних цеви. Овај начин уградње ће се показати одвојивим, што ће играти позитивну улогу у случају присилног грејања.
Операција ове врсте ће захтевати обавезно присуство уређаја за распаљивање. Покушаћемо да детаљно опишемо како спојити цеви за грејање помоћу раширења:
- за почетак, врх цеви се чисти како би се са његове површине уклониле огреботине и неравнине настале током резања материјала;
- спојница је причвршћена на цев;
- затим се цев убацује у стезни уређај, уз помоћ којег се врши даље ширење;
- онда би требало да почнете да затегнете завртањ алата све док угао краја цеви не достигне 45 степени;
- након што је подручје цеви спремно за спајање, на њега треба довести спојницу и затегнути навртке.
Више о процесу можете сазнати у видеу испод.
Притисните метод повезивања
Поред свих горе наведених метода за уградњу цеви за грејање, постоји и метода пресовања. За спајање бакарних елемената у овом случају потребно је претходно припремљени крај цеви уметнути у спојницу док се не заустави. Након тога ће бити потребна употреба хидрауличне или ручне пресе, кроз коју ће цеви бити фиксиране.
Ако се грејање планира саставити од цеви са дебелим зидовима, биће потребне прес фитинге са посебним компресијским рукавима. Ови елементи омогућавају сабијање цеви и фитинга за грејање изнутра, док ће спољне заптивке обезбедити одличну непропусност конструкције.
Везе типа навоја
Нажалост, на тржишту је немогуће пронаћи бакарне цеви са навојним спојевима, па је уобичајено да се за спајање делова система грејања користе спојни елементи који имају спојну матицу.
За спајање бакарних цеви са цевима од других материјала користе се фитинзи са навојем од бронзе или месинга. Њихова употреба елиминише могућност галванске корозије. У случају да се цеви разликују у пречнику, прибегавајте помоћи специјалним експандерима.
С обзиром на врсте заптивки које се данас користе за бакарне системе грејања, постоје две врсте навојних прикључака:
- Консолидације конусног типа („амерички“). Ови елементи се препоручују за уградњу грејања у условима високих температурних индикатора.
- Прикључци равног типа. Такви материјали укључују у свој дизајн заптивке од полимерних материјала различитих боја. Заптивке су обојене у различите боје како би се означиле температуре на којима можете радити са таквим елементима.
Шема прикључка за бакарне цеви
Намена кочионих цеви
Било ком хидрауличном систему су потребни водови кроз које се течност доводи до радних механизама. Кочиони систем аутомобила није изузетак, али има своје карактеристике.Они су повезани како са дизајном кочница, тако и са техничким карактеристикама радног флуида који се користи, на који се постављају веома строги захтеви:
- не би требало да кључа на температурама већим од 200 степени;
- не губи течност у мразу од четрдесет степени;
- немојте бити агресивни према гуменим деловима кочионог система;
- не доводе до корозије.
Последња тачка је посебно важна за кочионе цеви, које су саставни део возила савременог аутомобила. Размотрите принцип рада типичног кочионог система.
Алгоритам заустављања возила повезан је са следећим радњама:
- возач, ако је потребно, да смањи брзину аутомобила док се потпуно не заустави, притисне педалу кочнице са одговарајућим напором;
- шипка педале директно делује на клип главног цилиндра кочнице, доводећи га у акцију;
- клип, који се креће у цилиндру, делује на кочиону течност, стварајући одређени феномен;
- течност, чија је компресибилност близу нуле, креће се дуж аутопута и делује на кочионе цилиндре који се налазе на сваком од точкова;
- Клипови преносе замах на кочионе плочице, које, притискајући дискове, стварају силу кочења, успоравајући ротацију точкова.
У овом ланцу кочионе цеви су саставни део хидрауличког вода кроз који се креће радна течност. Њихов задатак је да спрече цурење ТЈ, стога је квалитет њихове везе са другим елементима кочионог система од посебног значаја. За ово се користи технолошка операција која се зове спаљивање.









Његова суштина лежи у деформацији крајњег дела цеви на начин да се равномерно повећа њен пречник (супротна операција, која се састоји у сужавању пречника врха цеви, назива се ваљање). Раширивање је потребно како би се обезбедила најчвршћа веза цеви једна са другом или цеви са колектором.
Пошто су, као што смо већ приметили, кочионе цеви подложне механичком напрезању, могу се оштетити, узрокујући смањење притиска у систему - у овом случају је потребна хитна операција за њихову замену. Нормално хабање је чешћи разлог за замену ове компоненте кочионог система.
Сама процедура проширења цеви састоји се од три фазе:
- одређивање потребног размака између цевног листа и врха цеви;
- ширење и цеви и цевних листова;
- уклањање пригушног оптерећења са унутрашњих зидова цеви.
Технологија деформације захтева да метал кочионе цеви буде подвргнут такозваној пластичној деформацији, а метал решетке подвргнут еластичној деформацији. Да би се обезбедио овај услов, решетка је направљена од тврђег метала, што омогућава да, након завршене фазе експанзије, цевна решетка потпуно „захвати“ цев.
Обезбеђивање потребне непропусности такве везе врши се применом методе контактног притиска формираног између спољашњих површина додирних делова. У неким случајевима, технологија повезивања крајева цеви са проширеним слојем укључује употребу заваривања - овај метод се назива комбинованим.
У фабрици, спаљивање се врши помоћу посебне машине опремљене хидрауличним, пнеуматским или електричним погоном, који омогућава контролу брзине ротације. На погону је да обезбеди потребну поузданост везе.
Приликом замене кочионих цеви, спаљивање се врши помоћу специјалног алата који се може купити у продавници аутомобила.
Методе повезивања бакарних цеви
У пракси се користи једна од две методе за склапање бакарних цевовода - лемљењем или механичким пресовањем.
Тајне лемљења гасном бакљом
Приликом избора методе лемљења за монтажу система, мора се узети у обзир следеће: сви прикључци изведени на овај начин су једноделни. Лемљење обезбеђује висок проценат обезбеђења непропусности, али намеће нека ограничења за одржавање. Често је немогуће надоградити систем без додатне сложености.
Дакле, ако је потребно променити неки део водовода (система грејања), на пример, због увођења нове опреме, могу настати потешкоће. Мораћете поново да користите гасни горионик и технику лемљења само да бисте могли да унесете спојницу, Т или други део у систем.
Због тога се спојеви за лемљење користе у скривеним водоводним пројектима утиснутим у зидове или испод пода.
Процес лемљења је нераскидиво повезан са радом гасног горионика (отворена ватра и производи сагоревања). Због тога ова техника није увек погодна за уградњу, посебно у просторијама где је претходно изведена фина завршна обрада.
Корак по корак процес инсталације лемљење:
- Две цеви су исечене на величину.Крајњи део се чисти од неравнина.
- Завршни део једне од цеви се проширује калибратором - прави се звоно.
- Металном четком и брусним папиром очистите места лемљења до сјаја.
- Очишћене површине се третирају раствором флукса.
- Обрађени делови се убацују један у други.
- Спој се загрева гориоником до тачке топљења лема (350-500ºС).
- Крај лемне шипке додирује доњу ивицу утичнице.
Под утицајем високе температуре, лем се топи и јури у отвор између зидова млазнице и утичнице због капиларног ефекта који ствара испарења флукса. Ово резултира уредним и квалитетним лемним спојем. Ово је само један пример лемљења цеви у цеви.
На исти начин се врши лемљење са спојницама и другим елементима.
Корак по корак упутства за лемљење бакарних цеви, као и техничке нијансе рада, дате су у овом чланку.
Повезивање са компресионим спојницама
Много је лакше и лакше извршити уградњу бакарних цеви сопственим рукама, ако користите другу распрострањену технологију - механичко пресовање. За повезивање бакарних цеви у овом случају користе се специјалне арматуре.










Приближно исти елементи се користе у раду са полипропиленским цевима. Али за бакар праве мало другачији дизајн прстена за пресовање - једноделни, без реза.
Компресиони фитинзи су направљени од месинга. Судећи по степену пластичности материјала, ове вредности за бакар и месинг су скоро исте.
Важна карактеристика парне везе месинг-бакар је скоро потпуно одсуство галванске спреге између материјала.
Овај фактор гарантује чистоћу везе током рада - одсуство оксида, корозије итд.
Са алуминијумом је ситуација сасвим другачија. Овај метал, за разлику од месинга, галвански је везан за бакар. У условима када је вода из славине засићена солима, односно активни је електролит, формира се повољно окружење за настанак електрохемијске реакције.
Под утицајем такве реакције, алуминијум се уништава. Због тога је директна веза бакарних цеви и алуминијумских радијатора (или других алуминијумских уређаја) непожељна. Треба користити челичне прелазе, на пример.
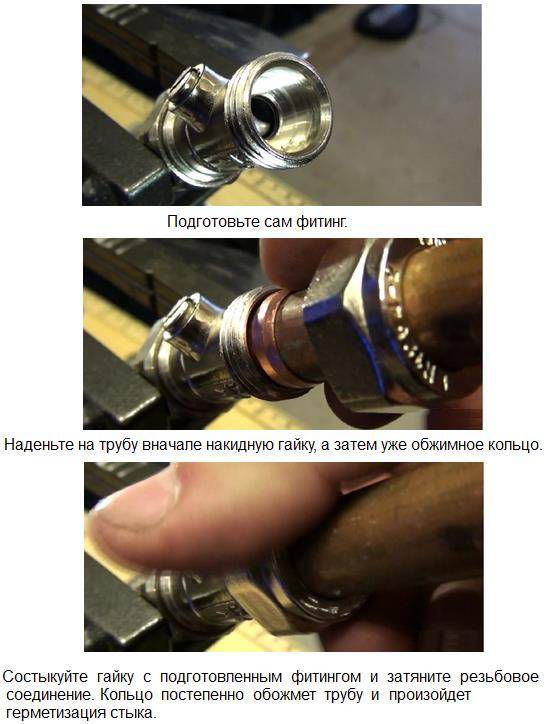
Монтажа фитинга пресовањем:
- Крајњи део цеви је очишћен.
- На крај цеви се ставља навртка, ферула, фитинг.
- Са кључем за жељену величину, фитинг се држи у једном положају.
- Са другим кључем, матица се наврне на навој фитинга.
Непропусност везе се постиже равномерним притиском прстена за пресовање дуж пречника бакарне цеви. Не препоручује се употреба екстремне силе приликом затезања матице. Од места почетног заустављања довољно је растегнути матицу 1-2 окрета.
Предности коришћења пресс конектора су да се могу раставити и поново саставити ако је потребно. Али у исто време, на квалитет заптивања таквих спојева утичу промене температуре спољашњег и унутрашњег окружења.
Често, због промена температуре, кримп спојеви пропуштају. Такав недостатак се елиминише једноставно и брзо - затезањем спојне матице.
Међутим, за скривену уградњу система за водоснабдевање, метода пресовања спојева бакарних цеви очигледно није прикладна.



