- савети и Трикови
- Лемљење
- Како правилно подмазати славину
- Врсте заптивних трака
- Анаеробни лепкови за заптивање
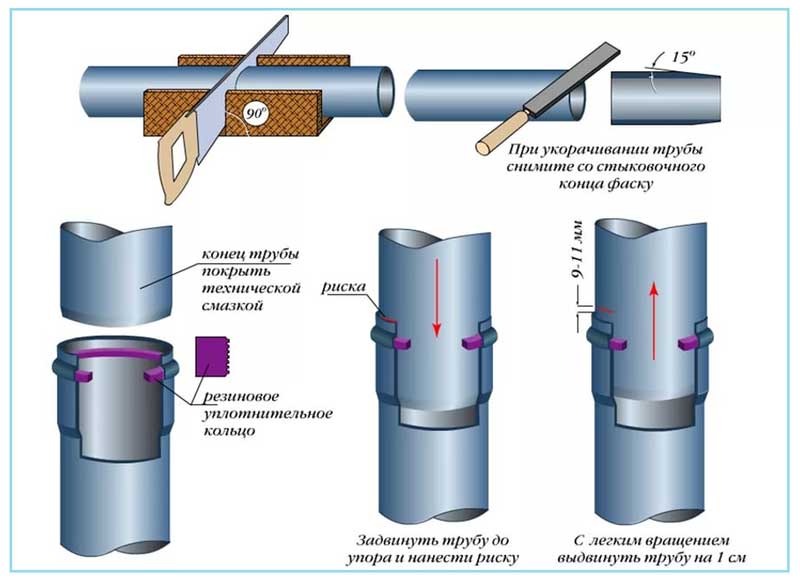
- Спојнице
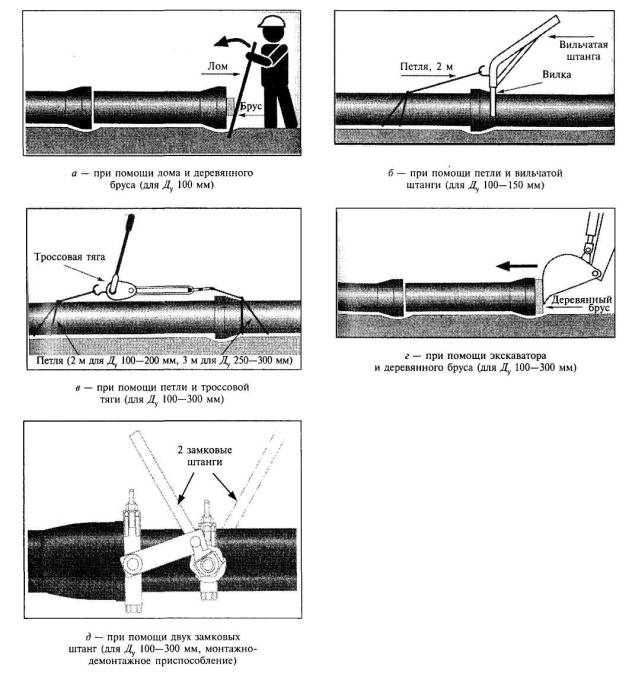
- Прикључне цеви од метала и пластике
- Прирубнички прикључак гасних цеви
- ГОИ паста за полирање Арцхимедес Норма
- Табела 1. Абразив ГОСТ 3647-80
- Шта је способност полирања
- Редослед лаппинга
- Редослед преклапања је следећи:
- Постељина
- Коју заптивку је боље изабрати за уградњу система грејања
- Намена и врста термозаптивача
- Главна техничка својства заптивне траке
- Правила за лемљење бакра
- Лемљење великих делова
- Жице за лемљење или жица
- Посуде за лемљење или рупе за лемљење у бакру
- Методе за проверу непропусности спојева
- Карактеристике уградње навојних спојница
- Корак по корак упутства за инсталацију
- Метални цевни прикључак без навоја
- Заптивање ланеним навојем
- Питање паковања
савети и Трикови
Професионални мајстори деле неколико препорука о томе како заптивање навојних спојева учинити најједноставнијим и најтрајнијим.
- Немојте се плашити да ће неочврснути заптивач изаћи из унутрашњости цеви. Неће се стврднути и током рада водоводног система једноставно ће се испрати водом.Анаеробни гелови су потпуно безопасни, али је ипак боље оставити славину отворену неко време како би се вишак заптивача потпуно уклонио.
- Приликом завртња спојева третираних заптивачем навоја, није потребно затезати навоје кључевима. Максимални напор руку биће сасвим довољан, али заиста га морате умотати свом снагом.
- Ако је цев крхка, онда не морате покушавати да одмотате спој третиран заптивачима. Топлота се мора одмах применити. 170 степени ће бити довољно.
- Ако је могуће, најбоље је да се уздржите од употребе заптивача за привремене инсталације. Демонтажа прикључака ће захтевати много времена и труда, што се не исплати у потпуности. Најбоље је прибегавати употреби нити заптивача или платна за привремену употребу.
За карактеристике заптивача навоја погледајте следећи видео.
Лемљење
 Опрема за лемљење полиетиленских цеви
Опрема за лемљење полиетиленских цеви
Тачније би било рећи лемљење сучеља. Такође се користи за полиетиленске цеви. Услов за његово спровођење биће покретљивост два зглобна дела. У супротном, процес ће бити прекинут. У погледу ефикасности, није инфериоран са електрофузијом. За извођење радова биће вам потребна модуларна јединица. Његове компоненте су хидраулична јединица, резач, лемилица и централизатор. Да бисте га правилно користили, поступите на следећи начин:
- Уметци се монтирају у посебне шкрипце према величини цеви која се обрађује.
- Цеви су стегнуте. Немојте бити ревносни, ако превише затегнете вијке, онда ће крај изгубити облик круга, што ће довести до проблема.
- Залемљена места се чисте од прљавштине и прашине.
- Грађевински нож или други уређај елиминише струготине на икони, ако их има.
- На хидрауличном блоку, вентил се полако отвара пре него што почне кретање компоненти на централизатору. Вредност притиска је означена као радна.
- Делови се узгајају, између њих се убацује тример. Почиње и мењање се поново врши. Након неколико окрета ножева, уређај се може подићи.
- Да би се проверила исправност и равномерност споја, млазнице се поново померају и добро прегледају.
- Зглобови се одмашћују растварачем или алкохолном марамицом.
- Лемило се загрева.
- Након постизања подешене температуре, поставља се између делова.
- Притисак за лемљење се подешава према табели и модули централизатора се поново померају. Они се држе у напетости до формирања прилива од 1 мм.
- Након тога, притисак се ослобађа, а они се загревају још неколико секунди.
- Делови се померају и грејач се уклања. У року од 5 секунди, морају се поново прикључити на напајање још 5 секунди. Након тога, сила се уклања и чека се време хлађења.
До истека временског периода назначеног за хлађење, ни у ком случају не треба уклањати шкрипац или нагињати цеви на било који начин. Ово може довести до смањења притиска.
Како правилно подмазати славину
Општи алгоритам за поправку било ког гасног вентила своди се на следеће кораке:
- Искључите довод гаса.
- Искључите електричну мрежу у централи. Ако је из неког разлога приступ тамо блокиран, искључите све електричне уређаје и лампе из утичница.
- Уклоните све запаљиве материјале и прибор (укључујући шибице, раствараче, итд.).
- Затворите кухињска врата и отворите прозор.
- Демонтирајте славину.
- Зачепите успонску цев влажном крпом.
- Нанесите мазиво.
- Уклоните крпе и саставите славину.
- Проветрите просторију.
Демонтажа дизалице захтева искуство и изузетну тачност. Ако треба да подмажите гасовод на шпорету, мораћете да уклоните окретне плоче (заставице) и предњу или горњу плочу испод њих. Уређај за славину ће се отворити.

За пећи типа Хепхаестус није потребно подизати плочу са горионицима - предњи поклопац се уклања сам, док је прилично једноставан, јер је причвршћен на вијке за самопрезивање. Вентили су причвршћени прирубницама са два завртња - да бисте их уклонили, биће вам потребан Пхиллипс одвијач.
Врсте заптивних трака
Овај материјал се производи у облику намотаја на калем дужине до 10 метара. Успешно се користи за намотавање на цевне навоје у системима под притиском, укључујући водовод, гас и грејање.
Његова сврха у спојевима је деформабилно пунило које делује као мазиво за навоје, доприносећи повећању затегнутости. Овај печат је доступан у 3 типа:
- тип 1 - за употребу у системима цевовода за транспорт агресивних течности, који се користе помоћу пречишћеног вазелина;
- тип 2 - за пумпање јаких оксидационих средстава, што забрањује употребу додатног заптивача у облику уља;
- тип 3 - користи се за транспорт релативно чистих течности и гасова, употреба подмазивања је искључена.
Анаеробни лепкови за заптивање
Овај материјал има добар вискозитет и течну конзистенцију. Они могу дуго да се налазе на отвореном без промене својства. Када уђу у навојне спојеве где нема ваздуха, полимеризују се без скупљања. Резултат је веома јака и чврста супстанца, слична по својствима пластици. Обезбеђује одлично заптивање и потпуно попуњава празнину у навоју, без обзира на притисак течности или гаса у цевима.Важна предност анаеробних лепкова је што се само у навојним спојевима претварају у чврсту материју, а на отвореном остају течни и не зачепљују опрему и вентиле. Лако се могу уклонити са површине. Овај материјал се широко користи у индустрији.
Анаеробни лепкови се могу лако нанети директно са паковања. Приликом обављања масовних радова, вреди користити дозаторе. Различити типови лепкова имају различита времена полимеризације супстанце, од 3 минута до неколико сати. Избор одређеног лепка зависи од техничког задатка. Ако вам је потребна брза монтажа, онда би требало да користите лепак са кратким временом очвршћавања. У ситуацији када је потребно подесити везу, онда можете изабрати лепак који након неког времена поприми коначан облик.
Спој запечаћен анаеробним лепком може се раставити уз помоћ конвенционалних алата. Након стврдњавања, лепак је нетоксичан, што га чини погодним за прехрамбену индустрију. Радна температура анаеробних заптивача је од -55 до +150 степени Целзијуса. Неке врсте лепка могу издржати до +200 степени. Када су кратко изложени вишим температурама, могу да наставе да раде свој посао без промене својстава.
Цена анаеробних лепкова је већа од осталих врста заптивача. Међутим, они у потпуности раде на декларисаној цени. Поузданост везе помоћу анаеробног лепка је много већа од било ког другог материјала. Сваки власник бира за себе шта му је важније: поверење и поузданост или вероватноћа великих губитака у случају квара система.
Несумњиве предности анаеробног лепка-заптивке укључују једноставност употребе, заптивне навоје без обзира на силу, једноставну уградњу система због мазивости, способност да издржи већи притисак гаса или течности, бољу вредност за новац, очување течног облика на отвореном ваздух.
Недостаци ове супстанце укључују немогућност употребе у оксидационом и кисеониковом окружењу и на ниским температурама због повећања времена полимеризације. Овај састав се може користити искључиво на сувим нитима и не препоручује се за уградњу цеви пречника већег од М80.
Спојнице
Приликом поправке гасних и водоводних система или постављања нових поставља се питање: који је најбољи начин за повезивање подизача и заптивање спојева који су се појавили.
Ако говоримо о одвојивим прикључцима, онда је најбоље спојити успоне уз помоћ спојница. Могу се користити и у облику фитинга и као адаптери, ако су линеарне димензије, укључујући пречнике навојних цевних прикључака, различите.
- поузданост;
- доступност и ширина асортимана;
- брзина, лакоћа монтаже и демонтаже;
- ниске цене.
У зависности од врсте подизача, производе се сличне спојне арматуре. Заптивач се бира на исти начин. Ако се метални окови најчешће заптују кудељом са уљаном бојом, онда су ФУМ трака и синтетички заптивач, посебно анаеробни заптивач, најприкладнији за пластичне делове.
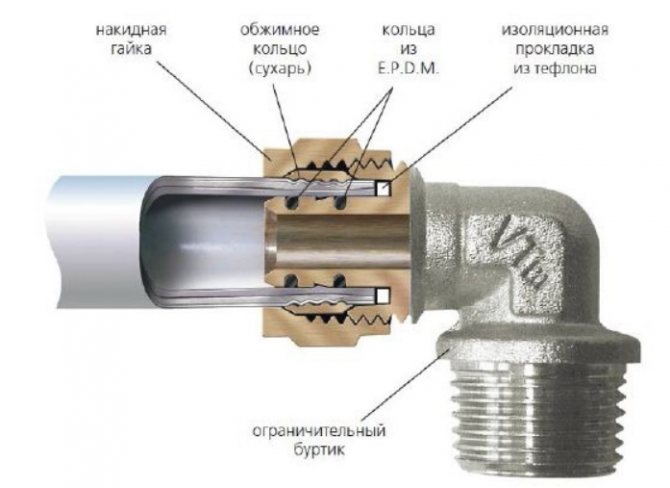
Прикључне цеви од метала и пластике
Популарност полимерних цеви у кућним мрежама често захтева њихово повезивање са постојећим металним цевима. За то се користе посебни адаптери. Најчешћи од њих су окови под називом "амерички" или "брадавица".







Амерички адаптер се састоји од два дела. На једном крају металног дела се наноси спољни или унутрашњи навој, у зависности од врсте сечења цеви која се спаја. На другом крају је спољни навој. Други део је направљен од пластике, а завршава се навртком са унутрашњим навојем. Оба дела су међусобно повезана навртањем матице на навој металног елемента. Заптивање спојева - кроз заптивну заптивку унутар спојне навртке.
Амерички адаптер који повезује метал и пластику
Први део адаптера је ушрафљен у металну цев која се спаја, а излазна цев је заварена полимерним заваривањем на пластични цевовод.
Прикључак за брадавице је полимерна чаура, унутар које је залемљен метални део са навојем. Обезбеђује спој са челичном цеви, а сам рукав је заварен на пластични цевовод.
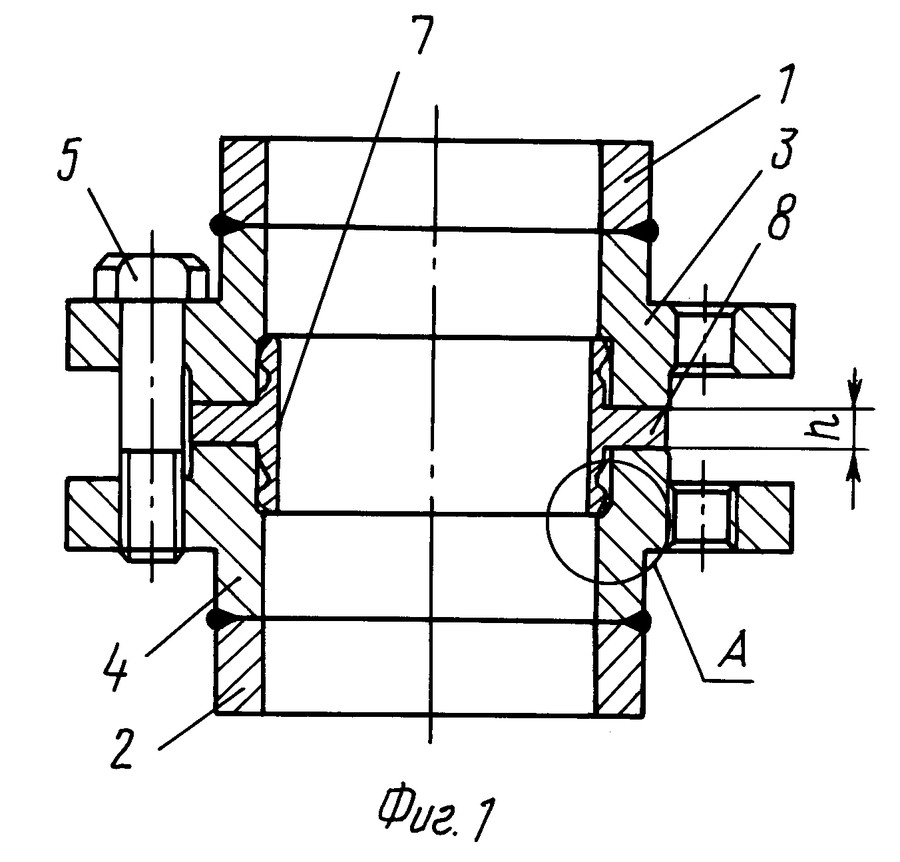
Прирубнички прикључак гасних цеви
 Прирубнички прикључак је најчешћи тип одвојивог цевног прикључка.
Прирубнички прикључак је најчешћи тип одвојивог цевног прикључка.
Због једноставности дизајна, лакоће демонтаже и монтаже. Али у исто време постоје високи трошкови рада и ниска поузданост везе у поређењу са завареним.
А ако се притисак транспортованог медија промени, онда може доћи до цурења гаса.
Прирубнички прикључак се састоји од:
- од 2 прирубнице;
- причвршћивачи - клинови, вијци, навртке;
- О-прстен или заптивка.
Најчешће се користи техничке гумене заптивке, азбестни картон или лим паронит.
Здраво драги читаоци. Питање како запечатити навоје на гасној цеви је прилично релевантно. На крају крајева, ово је веома рањива област. Овде се јавља већина цурења.
ГОИ паста за полирање Арцхимедес Норма
Пасте ГОИ полисхинг Арцхимедес Норма средство за полирање метала, стакла и пластике. Такође се може користити за припрему површине за полирање. Паста омогућава и ручну и механичку употребу на свим врстама боја. Паста је дизајнирана за уклањање: оксидираног површинског слоја; пигментирана подручја боје; дефекти премаза; огреботине и огреботине; тврдоглави трагови инсеката.
Табела 1. Абразив ГОСТ 3647-80
| Групе | Собе | Групе | Собе |
| жито | Величина зрна µм | жито | Ознака |
| Брушење зрна | Прашци за млевење | ||
| Стакло, корунд или мешавина | |||
| 63 — 50 | М63 | ||
| 50 — 40 | М50 | ||
| Микро прашкови за млевење | |||
| 25-28 | М28 | ||
| 18-20 | М20 | ||
| 12-14 | М14 | ||
| 10 | М 10 | ||
| 7 | М 7 | ||
| 5 | М 5 |
| Процентуални састав. | грубо | Средње | Танак |
| хром оксид | 81 | 76 | 74 |
| силицијумски гел | 2 | 2 | 1,8 |
| стеаринска киселина | 10 | 10 | 10 |
| поделити маст | 5 | 10 | 10 |
| олеинске киселине | — | — | 2 |
| сода бикарбона | — | — | 0,21 |
| керозин | 2 | 2 | 2 |

Пиринач. 3 . Абразивни прахови и пасте ГОИ.
Шта је способност полирања
Стандардни тест за способност полирања спроводи се на следећи начин - хаотично кретање плоче од каљеног челика или месинга изводе се хаотично на плочи од ливеног гвожђа димензија 400 к 450 мм. укупно дајући 40 метара пута под одређеним притиском. Груба паста уклања око 40 микрона метала. средњи, око 5 микрона, танак 0,25 микрона.
Редослед лаппинга
Чеп вентили се производе у 3 типа: са телом од ливеног гвожђа и месинганим чепом, са месинганим телом и месинганим чепом и потпуно од ливеног гвожђа.
Редослед преклапања је следећи:
- Ако је вентил уврнут од цеви, онда је тело стегнуто у тису са малом силом, да не би оштетило тело, са великим пречником конуса нагоре:
- ГОИ средња паста се разблажи керозином и равномерно наноси четком на тело плуте;
- Дугмад је повезан са посебном рупом са навојем на дну конуса;
- Плута се убацује у тело и неколико пута се ротира лаганим притиском;
- Зашто је 5 - 6 покрета направљено руком за око 180 °, ако на плути или телу нема озбиљних жлебова, онда је то сасвим довољно;
- Уклоните и прегледајте плуту, ако се на њој појаве црне бразде пасте, потребно је обрисати делове и поновити покушај док црнило не нестане;
- Затим пажљиво обришите плуту и тело сувим. Нанесите неколико уздужних трака креде на конус, убаците утикач и окрените га, а затим прегледајте, зарезе креде треба равномерно распоредити по целој површини делова који се спајају;
- Након тога, спојне површине се поново темељно бришу и, након наношења заптивне масти за гасне вентиле, склапају. Морате затегнути рупе са навојем помоћу вучом или фумом. трака је боља са машћу за заптивање. Заптивна маст за гасне славине може се купити у специјализованој продавници водовода или наручити са бројних онлајн ресурса.
На крају проверено цурење сапунастом водом, надувавање мехурића није дозвољено.
Да би славина исправно радила, неопходно је да се ротација утикача у телу славине одвија без напора, обезбеђујући поуздано заптивање. У ове сврхе се користе посебна заптивна и антифрикциона једињења. Мазива за заптивање имају тврђу концентрацију и користе се за заптивање делова који се спајају. Мазива против трења су мање вискозна и дизајнирана су да одвајају покретне делове. Мазива морају да обезбеде поуздан рад када се загреју до 300Ц. Чврсте супстанце као што су графит или флуоропластични чипс се додају у заптивни састав. Мазива против трења могу бити на бази масти или силикона.
Постељина

Ланени конац је стара, али доказана метода збијања. Поред тога, можете га купити у водоводним продавницама.
Пре него што купите, морате узети у обзир неке факторе:
- која је дебљина прамена;
- да ли постоји непријатан мирис или честице крхотина;
- Да ли је конац довољно еластичан?
Такође треба имати на уму да лан није погодан за све системе цевовода. Вода и температура доводе до пропадања, а у систему грејања ће за кратко време прегорети.








Модерне заптивне пасте су боље у промовисању рђе на спојним спојевима и гасоводима.

Минијум гвожђе је обично најчешће коришћени материјал. Тестенина уради сам је јефтина и весела. Да бисте то урадили, узмите бело и сипајте мало уља за сушење, мешајте смешу док не постане слична павлаци.
Треба га нанети у малом, танком слоју директно на саму нит. Равномерно распоређивање и сушење материјала. Црвено оловно бело најбоље ради са челичним цевима.
Због чињенице да је горњи слој гвожђа оксидован, нерастворна једињења не пропуштају молекуле озона, по принципу магије.
Купите херметичке пасте спремне за употребу у специјализованим продавницама:
Гебатоут 2 (паста на бази минералних пунила и синтетичких полимера). Пастум ГАС (инхибитор корозије, пунила).
Мултипак (природно парафинско уље са додатком минерала). Унипак (природни минерали, масне киселине). Недостатак наведених средстава уопште није проблем.
Процес рада је следећи: одвајамо део лана од целог скела, дебљине две шибице. Навијамо на навојну везу, почевши од основе цеви и до краја.
Након тога, формирану структуру премажемо пастом, то је неопходно како би се спојеви чврсто држали заједно.
Коју заптивку је боље изабрати за уградњу система грејања
До данас, главни критеријуми за избор најбоље технологије за заптивање навоја у прикључцима система грејања су искуство и материјали са којима треба радити.
Дакле, када радите са радијаторима и вентилима од ливеног гвожђа, најбоља опција за њих је употреба ланеног прамена са водоводном пастом или силиконским заптивачем отпорним на топлоту.
За спојеве малог пречника до 25 мм од брендираних фитинга, препоручује се употреба ФУМ траке или лепка за заптивање.
Да бисте инсталирали славине или повезали челичне, алуминијумске или биметалне радијаторе, можете користити читав арсенал начина за заптивање прикључака.
Једина тачка на коју морате обратити пажњу је да приликом постављања бакарних цевовода морате пажљиво проучити упутства за заптивач како бисте искључили некомпатибилност састава лепка и обојеног метала.
Намена и врста термозаптивача
Треба напоменути да је тешко без заптивача у многим областима људског живота, од свакодневног живота до индустријског сектора. На крају крајева, шта да радимо ако је потребно елиминисати празнине, на пример, између зида и прозорских оквира? Тако је, идемо у продавницу и купујемо силикон. Али да ли ће једноставан лепак обављати све своје функције када је изложен веома високим температурама? Одговор на ово питање је недвосмислен – не. Наравно, њихов температурни режим је прилично велик, ау појединачним случајевима може достићи 200 ° Ц, али често то није довољно. И не задржавају све заптивне супстанце своја својства чак и на овој температури.







Дакле, за изолацију спојева на "врућим" предметима користи се заптивач отпоран на топлоту. То укључује цевоводе ПТВ-а, отворене пећи, димњаке, камине, моторе, укључујући аутомобилске моторе, елементе турбина, компресоре, пумпе, као и јединице које раде на пару, у хемијским и гасовитим медијима. Такви заптивачи су подељени на силиконске и силикатне.
Први високотемпературни заптивач је пастозна супстанца црвене, браон и црвено-браон нијансе. Његова главна компонента је силиконска гума, а захваљујући оксидима гвожђа постиже се жељена отпорност на топлоту. Такви заптивачи су подељени на неутралне и киселе. Потоњи имају ограничења у употреби, јер киселина која се ослобађа током очвршћавања негативно утиче на камене, бетонске и металне површине.Стога су такве "агресивне" композиције применљиве за рад са дрветом, стаклом, пластиком и керамиком. Неутрални немају ограничења, јер се у овом случају током вулканизације ослобађају безбедне течности које садрже алкохол и вода.
Поред састава, силиконски заптивачи су такође подељени у зависности од обима примене.
- Опције хране не садрже токсине и апсолутно су безбедне за људско здравље.
- Санитарни врући лепак нашао је своју примену у медицини.
- Заптивач за мотор отпоран на топлоту отпоран је на агресивне компоненте, антифриз, уља и друге аутохемикалије, као и повећану пластичност. Ова врућа талина обично има црвену боју.
- Високотемпературни заптивачи за пећи су такође веома популарни. Користе се у индустрији иу свакодневном животу за спајање конструкција пећи.
- Универзалне композиције могу да третирају скоро све површине и спојеве у зони погођеном топлотом.
Силикатни заптивачи су отпорнији на топлоту и могу издржати до 1500 ° Ц, па се користе у конструкцијама у контакту са отвореном ватром. На бази су натријум силиката. Због боје, такви заптивачи се називају и црним. Препоручљиво је да их користите за обраду пукотина у каминима, димњацима, пећима, пећима, укључујући отворено ложиште, котлове за грејање итд.
Главна техничка својства заптивне траке
ФУМ трака има следеће карактеристике:
- Смањени коефицијент трења. Флуоропластични заптивач је, поред пластичности, клизав, што поједностављује монтажу фитинга.
- Термичка стабилност, омогућавајући да издржи температуре до 260 степени без уништавања и губитка заптивних својстава. Поред тога, флуоропластика је веома ефикасан диелектрик.
- Снага и пластичност.Заптивке направљене од овог материјала стабилно раде на притисцима до 10 МПа, и способне су да издрже краткорочна оптерећења до 42 МПа, на пример, она која се јављају током хидрауличних удара у системима цевовода. Век трајања заптивке од ФУМ траке (фумка) је одређен на 13 година. Брже се распада када је изложен светлости, али то није за наш случај, само треба да узмете у обзир овај фактор када организујете складиштење материјала.
- хемијска пасивност. Не подлеже уништавању под утицајем киселина и алкалија, што је одређено равномерном дистрибуцијом атома флуора на површини производа. Растварачи који могу да униште овај заптивач још нису измишљени. Отпоран на процесе пропадања.
Како правилно користити ФУМ траку за гасне и водоводне цеви, размотрићемо детаљније.
Правила за лемљење бакра
Када је потребно лемити бакарни производ или производ који садржи бакарне компоненте, немогуће је дати недвосмислен одговор како и који је најбољи начин да се то уради. Избор методе и алата зависи од многих фактора, као што су величина и тежина делова, њихов састав. Такође се узима у обзир оптерећење којем морају бити подвргнути већ залемљени производи. Постоји неколико метода лемљења, а боље је знати их све како бисте по потреби изабрали најпогоднији.
Лемљење великих делова
Шема капиларног лемљења бакра.
Ако је потребно да лемите масивне или велике делове који се не могу загрејати на жељену температуру лемилом, користе се горионик и бакарни лем. Флукс у овом случају је боракс. Снага бакар-фосфорни лем виши од стандардног лима.
На механички очишћену цев или жицу наноси се танак слој флукса. Након тога се на цев поставља фитинг, такође механички очишћен.Користећи гасни горионик, спој се загрева све док бакар обложен флуксом не промени боју. Флукс треба да постане сребрне боје, након чега можете додати лем. Лем се тренутно топи и продире у отвор између цеви и фитинга. Када капљице лема почну да остају на површини цеви, лем се уклања.
Немојте прегревати цеви, јер то не доприноси појави већег капиларног ефекта. Напротив, бакар загрејан до црнила је мање лемљив. Ако метал почне да црни, грејање треба прекинути.
Жице за лемљење или жица
Лем са цинк хлоридом не треба користити за лемљење танких бакарних жица, јер ће то уништити бакар. Ако флукс није доступан, у овом случају можете растворити таблету аспирина у 10-20 мл воде.
Шема заваривања бакра у окружењу инертног гаса.
Бакарна жица или делови од жице различитих пресека могу се лако загрејати на жељену температуру помоћу лемилице. Температурни режим треба да буде онај на коме се лем топи, калај или олово-калај, а њиме се врши и лемљење. Флукси морају да садрже колофониј или да буду направљени од колофонија, може се користити уље за лемљење или чак и сам колофониј.
Површина жице се чисти од прљавштине и оксидног филма, након чега се делови калајишу. Овај процес подразумева наношење танког слоја флукса или колофонија на загрејани бакар, а затим лемљење, који се лемилом што равномерније распоређује по површини. Делови које треба спојити се спајају и поново загревају лемилом док се већ очврснути лем поново не топи. Када се то догоди, лемилица се уклања и спој се хлади.
Делови се могу стегнути у шкрипцу тако да размак између њих буде 1-2 мм. Флукс се наноси на делове и загрева. Лем се доводи до размака између врућих делова, који ће се истопити и попунити празнину. Температура топљења лема за лемљење на овај начин мора бити нижа од температуре топљења бакра, како се делови не би деформисали. Део се охлади, затим се опере водом и по потреби обради брусним папиром до глатке и једнолике.
Посуде за лемљење или рупе за лемљење у бакру
Приликом лемљења посуда користи се чисти калај чија је тачка топљења виша од оне калаја или лема који садржи олово. Понекад се за лемљење великих делова користе чекић лемилице, загрејане на отвореној ватри помоћу гасног горионика или пламеника. У будућности се све дешава према стандардној шеми: чишћење, флуксирање и калајисање, спајање делова и загревање лемилом. За ово лемило је погодан чисти лимени лем.
Са унутрашње стране, фитинг, по правилу, има ивицу која спречава да се провуче кроз цев. Може се уклонити грубом турпијом ако је потребно да се фитинг гурне на цев даље него што је предвиђено и да се непотребна рупа мора на овај начин залемити.
Методе за проверу непропусности спојева
Непропусност гасовода се проверава по секцијама. У ситуацији са стамбеним зградама, сегмент се бира од места убризгавања горива у зграду до славина за кућну опрему.
Чепови се постављају на крајеве секције. Притисак у цевима премашује стандардне вредности за 25%. Пад притиска је разлог за проверу прикључака.
Интегритет спојева, грана и прикључака опреме проверава се на два начина:
- Са индикатором цурења гаса.
- Применом раствора сапуна, емулзије.
У првом случају, дигитални, звучни или сигнал у боји уређаја ће вас обавестити о опасности. У другом, морате пратити појаву мехурића. Њихово присуство указује на кршење интегритета везе.





Карактеристике уградње навојних спојница
Захваљујући различитим врстама навојних спојница, цевовод је у стању да изведе најсложеније кривине и окрете.

Најчешћи начин повезивања металних/пластичних конструкција је „амерички“ окови.Такав елемент, који има спојницу и навој на крајевима, омогућава вам да лако и брзо спојите различите делове.
Најпопуларнији уређај за спајање полимерних и металних елемената је амерички фитинг који је доступан у различитим величинама. Погодан уређај са пластичним рукавом и металним навојем је изузетно једноставан за склапање, што вам омогућава да за кратко време направите поуздану чврсту везу.
Корак по корак упутства за инсталацију
Да бисте спојили металну цев на полипропиленску или другу пластичну цев, морате:
Помоћу специјалног лемилице заварите чауру за причвршћивање на крај полимерне цеви, а затим сачекајте да се спој охлади.
Доведите метални део на други крај "американца", а затим затегните навој. За заптивање споја препоручљиво је да га додатно обмотате дуж навоја једним или два слоја ФУМ траке, кудеље или ланеног влакна (можете га додатно прекрити силиконом).
Оков мора увек бити затегнут руком: употреба алата је непожељна, па чак и опасна
Специјална опрема вам не дозвољава да у потпуности контролишете примењене силе, што може довести до оштећења дела.
Након завршетка рада, важно је проверити снагу резултујућег причвршћивања. Да бисте то урадили, само укључите воду и уверите се да нема цурења.
Ако се влага и даље филтрира кроз спој, можете покушати да затегнете вијак још мало. Са даљим протоком воде, потребно је поново одмотати нит и поново извршити све манипулације.
Облик готовог споја може се променити омекшавањем пластичног дела грађевинским феном за косу, а затим савијањем неопходном за пројекат.
Метални цевни прикључак без навоја
Постоје ситуације када пластична цев мора бити повезана са металним парњаком који нема навој.

Навој на цеви може се нанети помоћу специјалног алата - навоја. У специјализованим продавницама можете пронаћи и механичке и електричне моделе таквог уређаја.
Сличан проблем се може решити помоћу специјалног алата који се зове „резач навоја“ или „резач навоја“, којим можете нанети жлебове на део од челика или ливеног гвожђа.
Постоје две опције уградње:
- Електрични, који укључује неколико резача дизајнираних за цеви различитих пречника. Такви модели су удобни и једноставни за употребу, али имају високу цену.
- Ручни урезивач конца је много јефтинији, али рад са њим захтева више физичке снаге и одређене вештине.
Више о томе како сећи навоје на цевима можете прочитати у нашем чланку.
Када користите резач нити, требало би да се придржавате неколико једноставних правила:
Алат не може да се користи ако је цев на малој удаљености од зида.
Електрични урезивач конца се брзо загрева, тако да ћете морати повремено да се одмарате када обрађујете више предмета.
Када радите са ручном шаблоном, важно је да наизменично мењате покрете, правећи пола окрета унапред и четвртину уназад, све док не исечете конац на жељену дужину.
За навој цеви потребно је темељно очистити цев, по потреби уклонити постојећу боју и избрусити металне токове. Затим резбарите електричним или резбареним алатом.
Изрезани жлебови се добро чисте и подмазују чврстим уљем, уљем или другим мазивом, а затим се користе за спајање са фитингом.
Заптивање ланеним навојем
Овај метод је најстарији. Овако су запечаћени спојеви цеви у совјетским становима. Ако у продавници нема других заптивача, онда ће се сигурно наћи лан и паста за водовод. Али овај печат има низ значајних недостатака:
- Према правилима, лан се користи у комбинацији са уљем за сушење и црвеним оловом. Олово спречава корозију споја, а уље за сушење испуњава поре лана као полимер. Али проналажење висококвалитетних састојака је прилично тешко, па се црвено олово често замењује гвожђем, што само убрзава оксидацију металних компоненти. Неки мајстори излазе из ситуације коришћењем аутомобилских заптивача на бази силикона.
- Сложеност полагања ланене нити на нит. Оно што је тако лако за искусне водоинсталатере може изазвати много потешкоћа за не-специјалиста. Мало је вероватно да ће први пут бити могуће правилно намотати лан на везу, а свака грешка у извођењу ове операције ће довести до чињенице да печат неће дуго трајати.
- Лен слабо подноси промене услова рада. Стога, у системима грејања, његови праменови ће се срушити много брже. Такође, ова врста печата не реагује добро на агресивна окружења.
- Висока хигроскопност материјала доводи до његовог отицања, због чега недовољно јаки спојеви могу једноставно пукнути. На пример, није препоручљиво користити лан приликом заптивања алуминијумских радијатора.
Питање паковања
Паковање гасних прикључака је одбрамбена мера против цурења. За процес су вам потребни: лан и паста за улагање навојних спојева.
- Са коришћеног платна чупа се мали прамен.


- Ако на навоју нема зареза, потребно их је направити. Користи се посебан алат.

Захваљујући зарезима, лан се не скида приликом увртања навоја.
- Намотавање почиње од краја навоја. Наставља се према свом крају. Лан треба прилично покрити врх конца.


Ова запремина је довољна да се лан фиксира у споју.

Испоставља се уредна веза.

- Постељина је умотана у пасту.


- Готова веза је зашрафљена.

- Реципрочни елемент Американца је нанизан (овде се користи кључ) и умотан у апарат за грејање (радијатор).


- Резултат.




