
Припрема за рад
Сва мерна опрема мора бити претходно верификована у лиценцираној лабораторији за испитивање. Хидраулични агрегат је повезан са потисним водом преко разводника за испитивање притиска. Колектор има одводни вентил и манометар. Манометри се постављају на крају и почетку потисног вода.
Сви вентили и капије морају бити затворени пре почетка испитивања притиска цеви.
Припрема за испитивање притиска цевовода укључује следеће кораке:
- Пуњење кола радним флуидом;
- Пуњење линије све док се тамо не створи притисак једнак испитном притиску;
- Повезивање испитних инструмената и опреме на жељену деоницу аутопута.
Монтажа метално-пластичних цеви
Монтажа цевовода од метал-пластике укључује неколико фаза:
- Припрема материјала, алата.
- Монтажа прикључака.
- Испитивање готовог цевовода.
Припрема материјала за све врсте спојева је иста. Цеви се морају исећи према пројекту. Приликом мерења, узмите у обзир преклапање дужине окова.

Пошто се метал-пластика продаје у намотајима, материјал се пре уградње мора исправити ваљањем цеви на равној површини. Прво, цев треба умотати у неколико слојева крпа.
Алати
Сет алата за уградњу метално-пластичних комуникација зависи од тога који се фитинги користе за повезивање делова цевовода.
Да бисте саставили цевовод од метал-полимерних цеви, морате имати:
- резач цеви или ножна тестера за сечење материјала;
- калибратор - да прошири цев и да кругу дају идеалне пропорције;
- цхамфер - за скошење;
- брусни папир за уклањање ивица цеви;
- подесиви (или кључеви) кључеви;
- клешта за пресовање за неке врсте прикључака;
- грађевински фен за косу или уређај за савијање, као што је песак.
Пожељно је сећи маказама, али можете користити и ножну тестеру или оштар нож.
Када су ивице припремљене за спајање, цев се убацује у фитинг. Постоји неколико врста повезивања метално-пластичних цеви једна на другу или са преласком на други материјал:
- компресиони фитинзи;
- пресс веза;
- пусх фит.
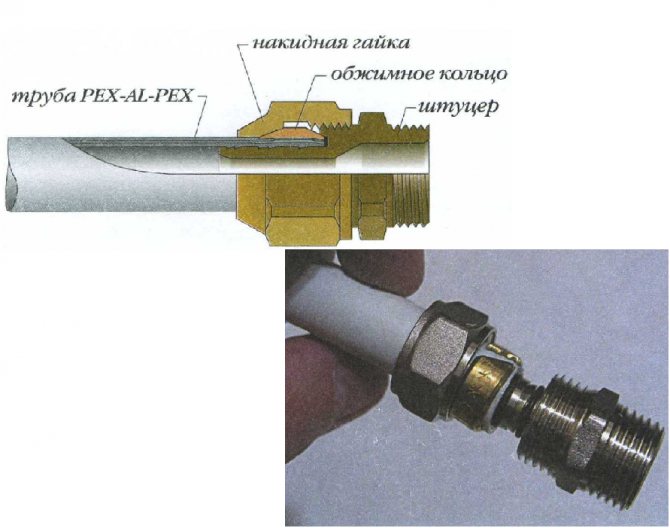
Компресијска веза
Спајање метално-пластичних цеви помоћу компресионих фитинга је уобичајено и приступачно за самомонтажу. Такви чворови се могу раставити и поново саставити. За уградњу ће вам требати 2 кључа.
Алгоритам инсталације:
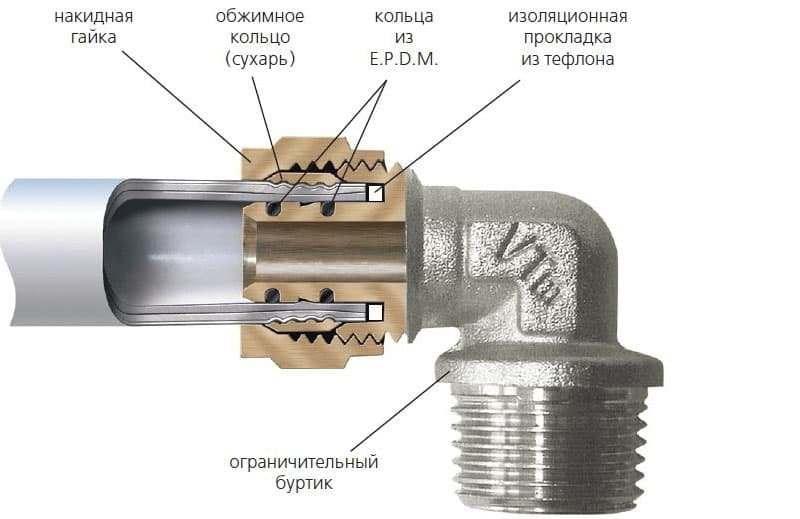
- Оков је расплетен и растављен. На крају цеви се стављају спојна навртка и прстен.
- Унутрашњост цеви и крај фитинга са гуменом заптивком подмазани су густом сапунастом пеном како би се олакшао процес поравнања. За исту сврху, унутрашњи пречник је претходно разбарушен калибратором. Такве мере ће спречити померање гумених заптивки.
- Фитинг се убацује у спој, прстен се помера и навртка се затеже. Процес увртања се врши помоћу два кључа.
Добијени спој захтева периодичну контролу и затезање навртке у случају цурења.
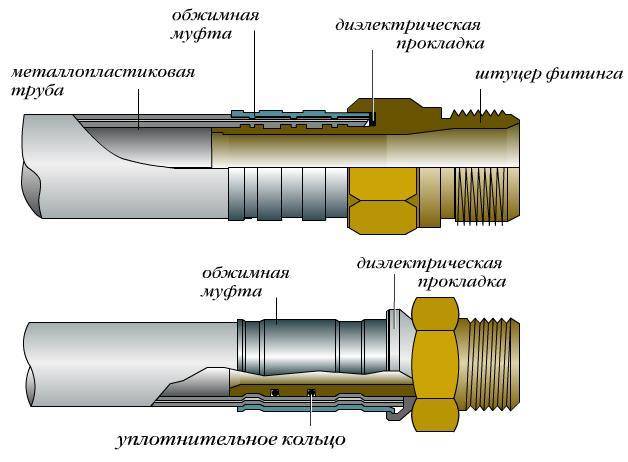
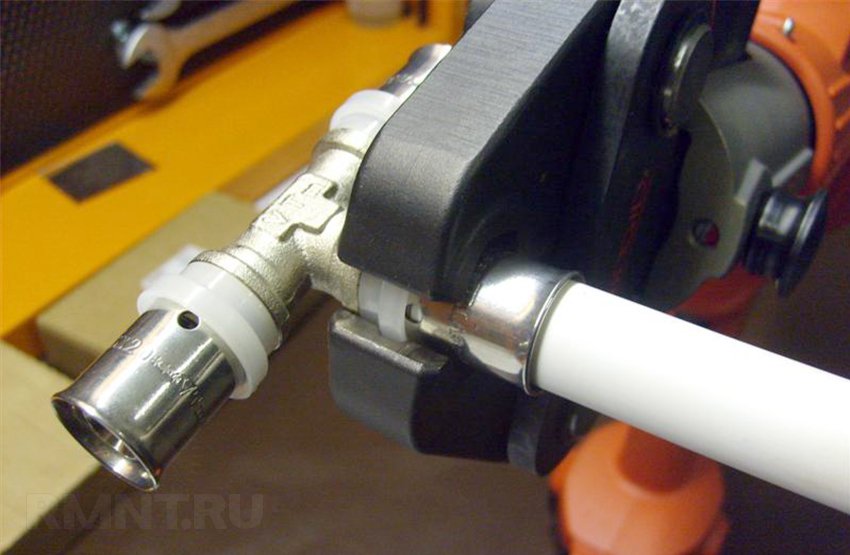
Притисните везу
Прикључак за пресовање се монтира помоћу прес фитинга и прес алата (ручног или електричног).
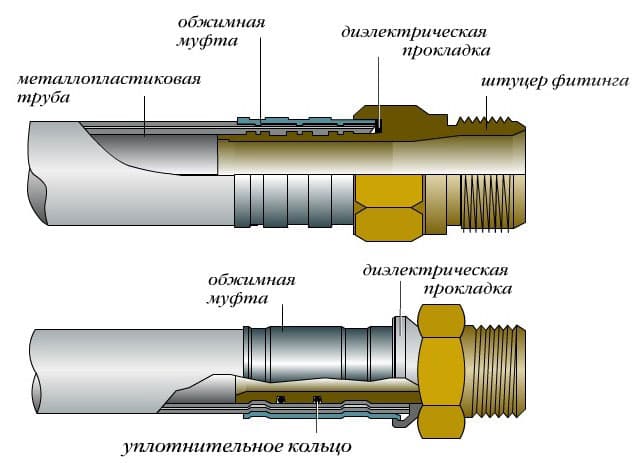
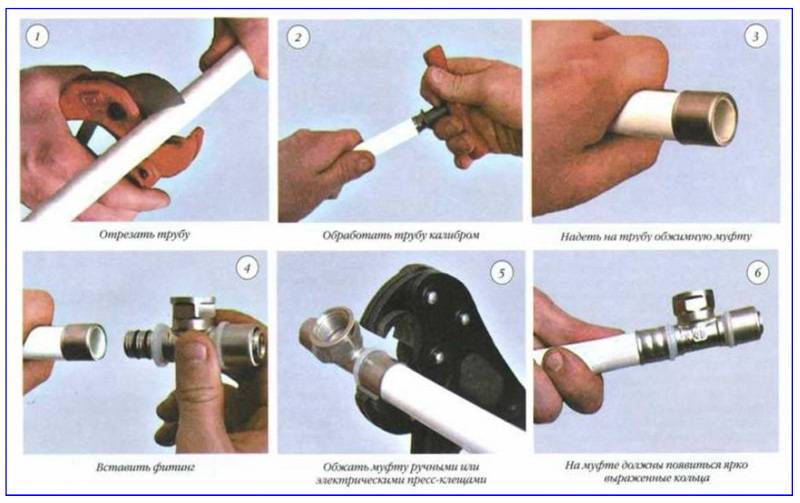
Шема монтаже:
- Припрема: рез се обрађује и чисти. Прес фитинг се раставља и проверава на интегритет и присуство заптивки, а затим се поново саставља..
- Ивица за прикључак се ставља на окову на контролни прозор.
- Рукав се притисне клештима за пресовање, ручке алата се своде до граничника.
- Поновите радње на супротном крају прикључне арматуре.
Добијена веза може служити до 50 година, али није одвојива.







Пусх фит веза
Потисни фитинги су најскупљи елементи за повезивање пластичних цеви. Међутим, њихова употреба не захтева никакве алате и вештине, поуздана је и издржљива.

Припремљена цев се убацује у утичницу до контролног отвора. Затим се комплетна структура саставља. Покреће се пробни ток, под чијим дејством се веза фиксира унутрашњим клином.
Зидни носач

Слаба тачка метал-пластичних производа је ниска отпорност на механичка оштећења због чињенице да је слој алуминијума танак.
Са великим радијусом савијања или константним притисцима, цев се деформише.У овом случају, препоручује се причвршћивање цевовода на чврсту подлогу - зид, плафон или испод постоља. Да бисте то урадили, елемент за причвршћивање је причвршћен на зид:
- клипови;
- подржава;
- привесци.
Процес причвршћивања и фиксирања одвија се на једноставан начин:
- носач је причвршћен за зид, фиксиран у фиксном положају;
- цев се убацује у клип са механизмом за проширење. Ако је клип глув, онда се у почетку убацује цев, а затим се цела конструкција причвршћује на зид.
Класификација фитинга
Разноврсност компресионих фитинга.
- углови и кривине (користе се при повезивању окрета од 45 степени);
- крстови (помажу да се гранају на две стране);
- тројке (користе се за једносмерну грану);
- чепови (користе се за причвршћивање на крају цеви);
- спојнице (помоћу њих су повезане цеви истог пречника и правца);
- фитинги (ако је потребно, прикључак са цревом).
Фитинги који се користе за спајање цеви истог пречника називају се равни спојеви, а они намењени за причвршћивање цеви различитих пречника називају се прелазни.
На грађевинском тржишту постоји широк асортиман фитинга од ливеног гвожђа, челика, месинга или бакра.
Што се тиче ливеног гвожђа, они се разликују по квалитетима као што су чврстоћа и издржљивост. Фитинги од ливеног гвожђа имају значајну предност у односу на друге спојне производе, као што су челичне спојнице. Други позитивни квалитети елемената од ливеног гвожђа укључују високу отпорност на негативне утицаје околине и свестраност.
Челични окови су данас незаменљиви у савременој индустрији. У скорије време, препреке на путу цевовода могле су се заобићи савијањем цеви.Данас нема потребе
Цјевовод који користи челичне производе лако се склапа и раставља, што је такође важно
Припремни радови пре пресовања
Радње које се морају извршити пре отпочињања испитивања контролног притиска гасовода спроводе се у складу са упутствима за заштиту на раду израђеним према стандардним безбедносним прописима за обављање послова опасних по гас.
Припрема укључује:
Шема гасовода
- усаглашавање стварног подземног полагања комуникација са трасама назначеним на дијаграмима у пројектној документацији;
- бирају се места за повезивање потребних утикача, инструментације и регулатора;
- одређује се тачка прикључка компресорске јединице.
Сви инжињери и радници укључени у овај догађај дужни су да прођу преобуку из заштите на раду и да се упознају са процедуром извођења радова.
Упутство за употребу
Без обзира на врсту инсталације и опреме коју одаберете, постоји општа процедура за припремне радове. Ова правила ће олакшати уређење цевовода и пожељна су за извршење:
- потребно је да направите план распореда цеви, то ће помоћи да се израчуна количина материјала и спојница;
- радна места морају бити пажљиво очишћена како би се спречило да прашина и прљавштина уђу у прикључне тачке како би се избегло цурење у будућности;
- ако треба да се повежете на постојећи систем, потребно је да проверите његов интегритет и припремите место за уметање;
- цеви треба резати тако да рез буде тачно 90 степени у односу на уздужну осу цеви, што је неопходно како би се осигурала поузданост и непропусност;
- водећи се дијаграмом, распоредите све цеви и спојнице како бисте проверили сечење и број свих потребних спојних елемената.
Као што је горе поменуто, постоје три главне опције за повезивање умреженог полиетилена. Избор опреме и алата зависи од избора методе. За све методе биће вам потребне млазнице за пречник цеви и резач.










Први метод је најлакши за извођење. Поред цеви и резача, биће потребне само компресионе спојнице и пар кључева. Ови алати су потребни за затезање матица након што се гурну на своје место.
Важно је запамтити: потребно је да контролишете процес затезања матица како не бисте оштетили навој. Затегните шрафове, али немојте превише затегнути.
Други метод је пресовање. Биће вам потребан калибратор, маказе, експандер и преса.
Са маказама неће бити потешкоћа, њихова сврха је једноставна - да исечете цев на величине које су нам потребне. Његове ивице обрађујемо калибратором, закошеним изнутра. Овај алат је неопходан да се цеви након сечења добије заобљен облик.
Затим узимамо експандер (екпандер) ручног типа, који је веома једноставан за коришћење. Унутар цеви продубљујемо радне ивице уређаја и ширимо га до жељене величине. То не треба радити одједном, јер се материјал може оштетити. То радимо постепено, окрећући експандер у круг. Предности овог уређаја су цена и једноставност употребе. Ово је аматерски инструмент.
Експандер на електрични погон је опремљен пуњивом батеријом, дизајнираном да убрза рад инсталатера. Значајно штеди труд радника и време за уградњу система.Наравно, овај уређај је вишеструко скупљи, али ако морате пуно радити, савршено ће се уклопити и оправдати трошкове. Постоје хидраулични експандери. Након што припремимо цев, потребно је да у њу уградите фитинг. Да бисмо то урадили, потребна нам је преса. Такође су хидраулични и механички. Пре употребе, морају се уклонити из кутије за складиштење и саставити у радном положају.
Након састављања алата и уградње спојнице у цев, прикључак се уграђује пресом. То јест, арматура улази на своје место, а притисак се врши одозго помоћу монтажне чауре. Ручне пресе се препоручују за мале пречнике цеви и малу потражњу.
Хидрауличне пресе практично не захтевају никакав напор током пресовања. Фитинги и чаура се једноставно уграђују у жлеб на уређају, а затим лако и глатко падају на своје место. Овај алат се може користити чак и на местима која су незгодна за уградњу, има окретну главу. И последња опција за повезивање умреженог полиетилена је заварена. Као што је раније поменуто, то је најскупље и ретко коришћено, али најпоузданије. За то ће, поред већ познатих маказа, бити потребни и експандери, посебне спојнице. Електрофузиони фитинги имају посебне проводнике за грејање.
Након припреме опреме и компоненти, прелазимо на заваривање. Да бисмо то урадили, на крају цеви постављамо електрично заварену спојницу. Има посебне терминале на које повезујемо апарат за заваривање. Укључујемо га, у овом тренутку сви елементи се загревају до тачке топљења полиетилена, око 170 степени Целзијуса. Материјал спојнице испуњава све празнине и долази до заваривања.
Ако уређај није опремљен тајмером и уређајем који може да чита информације са арматуре, потребно је да пратите очитавања уређаја како бисте све на време искључили. Искључујемо опрему, или се сама искључује, чекамо док се јединица не охлади. Цеви се често испоручују у котуровима и могу изгубити облик током складиштења. За ово вам је потребан фен за косу. Уз његову помоћ, могуће је елиминисати овај недостатак једноставним загревањем деформисаног сегмента топлим ваздухом.
У следећем видеу ћете наћи преглед алата за уградњу КСЛПЕ система за грејање и водовод.
Процес пресовања
Испитивање притиска система грејања приватне куће почиње одвајањем котла за грејање, аутоматских вентилационих отвора и експанзионог резервоара из система. Ако запорни вентили доводе до ове опреме, можете их затворити, али ако се испостави да су вентили неисправни, експанзиони резервоар ће сигурно отказати, а бојлер, у зависности од притиска који на њега вршите. Због тога је боље уклонити експанзиони резервоар, поготово јер то није тешко учинити, али у случају котла, мораћете да се ослоните на исправност славина. Ако на радијаторима постоје термостати, препоручљиво је и да их уклоните - нису дизајнирани за висок притисак.









Понекад се не тестира све грејање, већ само неки део. Ако је могуће, одсече се уз помоћ запорних вентила или се постављају привремени скакачи - оструге.
Затим, процес је:
- Ако је систем био у функцији, расхладна течност се испушта.
- Регулатор притиска је повезан са системом. Од њега се протеже црево које се завршава спојном навртком.Ово црево је прикључено на систем на било ком погодном месту, чак и уместо уклоњеног експанзионог резервоара или уместо одводне славине.
-
Вода се сипа у капацитет пумпе за испитивање притиска, а уз помоћ пумпе се упумпава у систем.
- Сав ваздух се мора уклонити из система пре притиска. Да бисте то урадили, можете мало пумпати систем са отвореним одводним вентилом или га спустити кроз отворе за ваздух на радијаторима (славине Мајевског).
- Систем се доводи на радни притисак, одржава се најмање 10 минута. За то време сав преостали ваздух се спушта.
- Притисак расте на испитни притисак, одржава се одређени временски период (регулисан прописима Министарства енергетике). Током теста, сви уређаји и везе се проверавају. Проверавају се због цурења. Штавише, чак и мало влажан прикључак сматра се цурењем (такође треба елиминисати замагљивање).
- Током пресовања, ниво притиска се контролише. Ако током теста његов пад не прелази норму (написану у СНиП), сматра се да је систем у добром стању. Ако притисак падне чак и мало испод нормалног, потребно је да потражите цурење, поправите га, а затим поново започнете тестирање притиска.
Као што је већ поменуто, испитни притисак зависи од врсте опреме и система који се тестира (грејање или топла вода). Препоруке Министарства енергетике дате у „Правилима за технички рад термоелектрана“ (тачка 9.2.13) су сажете у табели ради лакшег коришћења.
| Тип тестиране опреме | Тест притисак | Трајање теста | Дозвољени пад притиска |
|---|---|---|---|
| Лифт јединице, бојлери | 1 МПа (10 кгф/цм2) | 5 минута | 0,02 МПа (0,2 кгф/цм2) |
| Системи са радијаторима од ливеног гвожђа | 0,6 МПа (6 кгф/цм2) | 5 минута | 0,02 МПа (0,2 кгф/цм2) |
| Системи са панелним и конвекторским радијаторима | 1 МПа (10 кгф/цм2) | 15 минута | 0,01 МПа (0,1 кгф/цм2) |
| Системи за снабдевање топлом водом из металних цеви | радни притисак + 0,5 МПа (5 кгф/цм2), али не више од 1 МПа (10 кгф/цм2) | 10 минута | 0,05 МПа (0,5 кгф/цм2) |
| Системи топле воде од пластичних цеви | радни притисак + 0,5 МПа (5 кгф/цм2), али не више од 1 МПа (10 кгф/цм2) | 30 минута | 0,06 МПа (0,6 кгф/цм2), уз даљу проверу у року од 2 сата и максимални пад од 0,02 МПа (0,2 кгф/цм2) |
Имајте на уму да за испитивање грејања и водовода од пластичних цеви време задржавања тестног притиска износи 30 минута. Ако се за то време не пронађу одступања, сматра се да је систем успешно прошао тест притиска.
Али тест се наставља још 2 сата. И током овог времена, пад притиска у систему не би требало да пређе норму - 0,02 МПа (0,2 кгф / цм2).
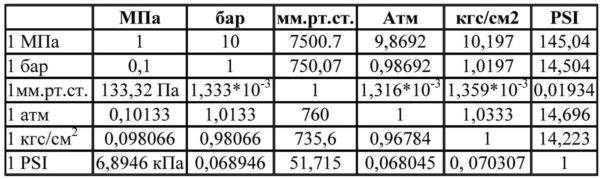
Табела кореспонденције за различите јединице притиска
С друге стране, СНИП 3.05.01-85 (клаузула 4.6) има друге препоруке:
- Испитивања система грејања и водоснабдевања треба да се врше под притиском од 1,5 од радног, али не нижим од 0,2 МПа (2 кгф / цм2).
- Систем се сматра исправним ако после 5 минута пад притиска не пређе 0,02 МПа (0,2 кгф/цм).
Која правила користити је занимљиво питање. Док су оба документа валидна и нема сигурности, тако да су оба квалификована. Неопходно је приступити сваком случају појединачно, узимајући у обзир максимални притисак за који су његови елементи дизајнирани. Дакле, радни притисак радијатора од ливеног гвожђа није већи од 6 атм, респективно, испитни притисак ће бити 9-10 атм.Приближно се такође треба одредити са свим осталим компонентама.
Шта је испирање и притискање
Испирање и испитивање притиска система грејања врши се у случајевима када слој наслага у цевима постане превелик да би оне могле да функционишу. Као превентива, такви догађаји се ретко спроводе, јер је ово задовољство прилично напорно и скупо. За хидропнеуматско испирање користе се кисели раствори који уклањају плак са зидова цевовода ка споља. Металне честице се држе за унутрашње зидове цеви, смањујући на тај начин њихов пречник. То доводи до:
- повећање притиска;
- повећање брзине расхладне течности;
- смањење ефикасности;
- повећање трошкова.
Шта је испитивање притиска система грејања - ово је обичан тест, према чијим се резултатима може рећи да ли је безбедно користити такву опрему или не, као и да ли може издржати потребна оптерећења. На крају крајева, нико не жели да постане жртва депресуризације кола и да буде пацијент на одељењу за опекотине. Испитивање притиска система грејања врши се у складу са СНиП. То је обавезна процедура. Након тога се издаје документ који потврђује техничку исправност кола. Ево главних случајева када се врши испитивање притиска система грејања:
- приликом склапања новог кола и пуштања у рад;
- након поправке;
- превентивне провере;
- након чишћења цеви растворима киселина.
Испитивање притиска система грејања врши се у складу са СНиП бр. 41-01-2003 и бр. 3.05.01-85, као и правилима за технички рад термоелектрана.
Из ових правила је познато да се таква акција као што је испитивање притиска система грејања врши или ваздухом или течношћу. Други метод се назива хидраулични, а први манометријски, такође је пнеуматски, то је мехур. Правила за испитивање система грејања под притиском наводе да се испитивања воде могу вршити само ако је температура у просторији изнад пет степени. У супротном, постоји ризик да ће вода у цевима замрзнути. Под притиском ваздуха систем грејања отклања овај проблем, спроводи се у хладној сезони. У пракси се чешће користи хидраулично испитивање система грејања, јер се сви труде да обаве неопходне планиране радове пре грејне сезоне. Зими се врши само отклањање хаварија, ако их има.
Могуће је започети испитивање притиска система грејања само када су котао и експанзиони резервоар искључени из кола, иначе ће пропасти. Како се испитује притисак у систему грејања?
- сва течност се испушта из кола;
- онда се у њега сипа хладна вода;
- док се пуни, вишак ваздуха се спушта из кола;
- након што се вода акумулира, компресор притиска се доводи у коло;
- како је систем грејања под притиском – количина атмосфере се постепено повећава. У овом случају, максимални испитни притисак не би требало да буде већи од затезне чврстоће различитих елемената кола;
- високи притисак се остави неко време и сви прикључци се прегледају. Неопходно је погледати не само навојне везе, већ и места где су делови кола лемљени.
Додавање притиска у систем грејања ваздухом је још лакше.Само испразните сву расхладну течност, затворите све отворе у кругу и доведите ваздух у њега. Али на овај начин је теже утврдити квар. На пример, ако у цевима постоји течност, онда ће при високом притиску продрети кроз могући зазор. Лако је препознати визуелно. Али ако у цевима нема течности, сходно томе, нема шта да изађе осим ваздуха. У овом случају може се чути звиждук.
А ако је нечујан, док игла мерача притиска указује на цурење, онда су сви прикључци замазани водом са сапуном. Да бисте олакшали, можете проверити не цео систем, већ поделити га на сегменте. У овом случају, лакше је извршити испитивање притиска цеви за грејање и одредити могућа места смањења притиска.
Уградња метално-пластичних цеви уради сам
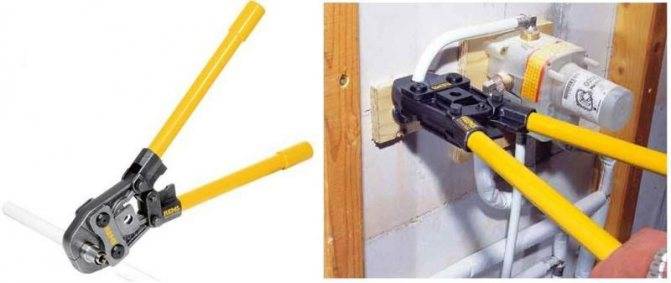
Резање цеви се врши маказама за метал или специјалном тестером. Резачи се користе за сечење металопластике малог и средњег пречника, а широко се користе у професионалној монтажи. Маказе су једноставнији кућни апарат, могу се купити иу категорији буџетских цена, главна ствар је да постоји удобна и уравнотежена ручка, а саме оштрице су оштре, направљене од висококвалитетног метала. Резачи су опремљени унутрашњим калибратором, који омогућава не само резање метал-пластике, већ и враћање деформисаног облика ивица.







Поред специјалних алата, приликом уградње система метално-пластичних цеви, потребна је употреба вишенаменских уређаја: мерна трака, кључеви одговарајуће величине, косилица, брусни шмиргл, експандер, под условом да су спојеви за пресовање коришћени.
Водоводни систем од пластике и метала није само издржљив и практичан, већ је и једноставан за уградњу. Процес је доступан за извршење чак и особи која нема потребна знања. Поседујући сет најједноставнијих алата, можете обављати основне радове на инсталацији ефикасно и уз пристојну уштеду ако се придржавате једноставних правила инсталације.
Пластика у комбинацији са металом је добар тандем, али се такође „плаши“ агресивних механичких и ултраљубичастих ефеката, што се мора узети у обзир приликом отварања.
Ако је предвиђено за уградњу затвореног типа, онда је неопходно обезбедити присуство отвора за приступ фитингима типа компресије.
Систем грејања се такође може састојати од МП цеви, али у овом случају вреди обратити посебну пажњу на проверу интегритета свих елемената и посматрање стања најтрајније везе свих елемената. Немојте користити оштре предмете приликом распакивања нових елемената система, чак и микро-огреботина може озбиљно оштетити цео систем.
Метални носачи и вјешалице који се користе за уградњу цијеви морају бити опремљени меким заптивкама, што ће помоћи да се избјегне механичка оштећења пластичне површине.
Као што ормар почиње од вешалице, тако и уградња метално-пластичних цеви почиње одабиром и причвршћивањем кугличних вентила
Овај елемент је изузетно важан за цео систем, не би требало да штедите на њему и купујете кинеске буџетске колеге
Квалитетна славина мора издржати до 60 атмосфера и високе температуре
Као што ормар почиње од вешалице, тако и уградња метално-пластичних цеви почиње одабиром и причвршћивањем кугличних вентила
Овај елемент је изузетно важан за цео систем, не би требало да штедите на њему и купујете кинеске буџетске колеге. Квалитетна славина мора издржати до 60 атмосфера и високе температуре. У случају цурења, славина је та која је у стању да заустави проток воде у најкраћем могућем року.
Ако се славина у право време не носи са својим директним задатком, водоводни систем је у опасности од озбиљног оштећења.
У случају цурења, славина је та која је у стању да заустави проток воде у најкраћем могућем року. Ако се славина у право време не носи са својим директним задатком, водоводни систем је у опасности од озбиљног оштећења.
Као што ормар почиње од вешалице, тако и уградња метално-пластичних цеви почиње одабиром и причвршћивањем кугличних вентила
Овај елемент је изузетно важан за цео систем, не би требало да штедите на њему и купујете кинеске буџетске колеге. Квалитетна славина мора издржати до 60 атмосфера и високе температуре. У случају цурења, славина је та која је у стању да заустави проток воде у најкраћем могућем року.
Ако се славина у право време не носи са својим директним задатком, водоводни систем је у опасности од озбиљног оштећења.
У случају цурења, славина је та која је у стању да заустави проток воде у најкраћем могућем року. Ако се славина у право време не носи са својим директним задатком, водоводни систем је у опасности од озбиљног оштећења.
Ако се цео систем инсталира од нуле, онда ће укључити уградњу филтера за чишћење, бројила, редуктора притиска, разводника за цевоводе у целом простору. Цеви се препоручује да се монтирају заједно са филтерима, то ће спречити улазак техничких остатака у систем.









Прочитајте такође:
Тестови у стамбеним зградама
У стамбеним зградама се такође може извршити испитивање притиска система грејања ваздухом. Сада ћемо размотрити неопходне услове за рад. У случају да откријете цурење воде, мора се поправити. Али често, без високог притиска у систему, прилично је тешко пронаћи танке пукотине у шавовима. У стамбеним зградама потребно је извршити испитивање притиска како појединачних станова тако и свих аутопутева.
Потребно је да припремите:
- Прегледајте све елементе за закључавање. Ако су вентили направљени од ливеног гвожђа, обавезно замените уводнице са њима. Замените заптивке на прирубничким спојевима. Сви вијци који су изгубили свој првобитни изглед такође морају бити замењени. Обавезно уградите нове манометаре, препоручљиво је да старе пошаљете на проверу како би се одлучило да ли се могу даље користити за мерења.
- Визуелно прегледајте све цеви, фитинге да бисте идентификовали чак и мање недостатке, оштећења. Ако пронађете проблематична подручја, морате их брзо поправити.
- Проверите стање термоизолационог материјала на магистралним путевима положеним у подруму и између спратова.
Након припреме, можете започети директно пресовање:
- Напуните цео круг водом мале тврдоће (тако да се каменац не појави). Боље је пумпати у систем, наравно, електричном пумпом. Притисак - 6-10 бара. У посуду са течношћу, потребно је да спустите црева - одвод и довод. Затим прикључите пумпу на мрежу грејања и укључите тестер притиска. Притисак мора бити подешен унапред.
- Откривате пола сата - током овог периода притисак треба да остане скоро на истом нивоу. У случају да притисак не падне, тест се може сматрати завршеним. Можете напунити систем радном течношћу и започети активан рад.
- Ако притисак падне, онда постоје кварови у систему грејања. Процедура за испитивање притиска система грејања са ваздухом је приближно иста, али ћете морати да користите раствор сапуна - без њега је тешко пронаћи цурење. Чим откријете кварове, можете почети са пражњењем система и поправком. Затим поново дијагностикујте целокупно грејање.
Улазна јединица се изводи на сличан начин - притисак треба да буде око 10 бара.



