
- Врсте бакарних цеви и њихова употреба
- Методе лемљења бакарних делова
- Карактеристике високотемпературних једињења
- Лемљење
- Мере предострожности приликом лемљења бакарних цеви
- Остале опције лемљења: рад са бакарним цевима и разним металима
- Нијансе лемљења бакарних цеви: како то учинити исправно
- Како лемити бакарну жицу на алуминијум
- Како лемити бакар и нерђајући челик
- Лемљење бакра са гвожђем - да ли је могуће
- Потрошни материјал и алати
- Лем и флукс
- Бурнер
- Повезани материјали
- Суштина процеса
- Методе лемљења бакарних делова
- Карактеристике високотемпературних једињења
- Лемљење до детаља
- Како другачије можете повезати бакарне елементе
- Врсте лемљених бакарних фитинга
- Карактеристике лемљења бакра
- Недостаци бакарних цеви
- Комуникације из бакарних цеви и фитинга
Врсте бакарних цеви и њихова употреба
У продаји се најчешће налазе две врсте бакарних цеви - неотопљене и жарене. Током калуповања у производњи долази до губитка еластичности, што је неопходно у неким индустријама, кућним структурама. Еластичност се враћа материјалима печењем на температурама до 700°. Жарене бакарне цеви су скупље, али флексибилније и могу издржати високе температурне промене.Међутим, постоји одређени недостатак - губитак чврстоће производа, који се губи током загревања до температура близу топљења.
Неотопљене цеви се не савијају, али су много јаче. Приликом повезивања бакарних спојева користе се фитинги, процес повезивања се одвија лемљењем. Различита дебљина зида омогућава вам да изаберете производ према параметрима чврстоће и преноса топлоте. Жарени материјали се продају у боцама од 25 до 50 метара, респективно, по правилу се такве бакарне цеви испоручују са мањим пречником. Крути материјали се продају у серијама различитих дужина.
Методе лемљења бакарних делова
За повезивање бакарних цеви користе се само две методе лемљења. Сваки од њих се користи у складу са спецификацијом дела и карактеристикама. Лемљење бакарних цеви "уради сам" подељено је на:
- На високим температурама се иначе назива "чврстим". Индикатор температуре у овом режиму достиже 900 °. Ватростални лем вам омогућава да направите шав са високим индикаторима чврстоће, овај метод се користи у производњи цевовода који су подложни великим оптерећењима.
- Процес меког лемљења се изводи на температурама од 130 °, користи се у домаћим апликацијама када се ради са цевима пречника до 1 цм.Технологија укључује спајање пристајањем, претходну обраду пастом за флукс.
Током рада, важно је не заборавити да снага пламена који даје горионик може достићи 1000 степени. Због тога се обрада спојева не сме обављати дуже од 20 секунди. Када се загреје, меки лем почиње да се топи и пуни спој
Када се загреје, меки лем почиње да се топи и пуни спој.
Карактеристике високотемпературних једињења
У методи високотемпературног лемљења, метал се пече на 700 ° Ц и више, што доприноси омекшавању метала. За лемљење се користи пламена опрема која је способна да топи тврде лемове. Лем се састоји од њиховог бакарно-фосфорног састава, производи се у облику шипки. Процес лемљења бакарних цеви не подразумева употребу флукса, пратећи редослед акција, могуће је правилно попунити спој.
Високотемпературни прикључак бакарних цеви
Процес почиње када се штап за лемљење топи, радни кораци су:
- након монтаже, спојни шав се загрева;
- лем у чврстом стању се доводи до споја, чије омекшавање врши гасни горионик;
- када се визуелно потврди да се лем наноси на метал, цев се мора окретати, пристајање се мора проверити дуж целог периметра.
Главне предности ове методе је висока чврстоћа споја бакарних цеви, ако је потребно, могуће је променити пречник прикључка са мањом страном. Високе температуре током рада не могу уништити шав. Тврдо лемљење захтева одређене вештине, током рада је могуће прегревање, што доводи до уништења метала.
Лемљење
Сваки процес захтева одговоран приступ обављању посла. За грејање се користи пропан или бензински горионик када се користи меки лем спајањем бакарних цеви
Важно је знати да ће горионик са пиезо паљењем значајно смањити време рада, а куповина скупих модела без ове функције није препоручљива.

Технолошки процес
У процесу је важно користити висококвалитетне додатке, флукс паста игра важну улогу у вези. Равномерно покривање делова бакарне цеви постиже се меком четком, након наношења вишак се уклања крпом. Температура горионика може да достигне 900 степени, при лемљењу је важно да се производ не претера, јер ће у супротном доћи до прегревања
Температура горионика може да достигне 900 степени, при лемљењу је важно да се производ не претера, јер ће у супротном доћи до прегревања
Мере предострожности приликом лемљења бакарних цеви
Бакарне цеви се користе као проводници флуида са добрим антикорозивним својствима. Уградња бакарних цеви се не може извршити да би се обезбедила вода за пиће. Бакар долази у контакт са хлором који се додаје за пречишћавање воде и може да формира супстанце штетне за људски организам. За артешке изворе, бунари нису опасни за употребу.











Лемљење бакра са рукавицама
Важно је користити висококвалитетне алате, радити у рукавицама и пратити стање опреме. Топлотна проводљивост метала је прилично висока, када се један од чворова загреје и не поштују мере предострожности, могуће је изгорети. Висококвалитетни шав се може добити у одсуству спољних фактора у облику оптерећења док се спој потпуно не охлади
Висококвалитетни шав се може добити у одсуству спољних фактора у облику оптерећења док се спој потпуно не охлади.
Остале опције лемљења: рад са бакарним цевима и разним металима
За лемљење бакарних цеви потребно је одређено искуство у овој врсти посла.Стога, ако домаћи мајстор први пут предузме такав посао, вреди се претходно вежбати како не би више пута поновио већ готову линију за довод воде или грејања. Бакарне цеви се могу лемити и тврдим лемом (помоћу гасног горионика) и меким легурама. У другом случају, за бакарне цеви, прикладно је користити чекић за лемљење велике снаге.
Прецизно и квалитетно лемљење је кључ трајности везе
Нијансе лемљења бакарних цеви: како то учинити исправно
Као флукс за лемљење бакарних цеви, најбоље је користити колофониј. Наноси се у равномерном слоју на спољне површине цеви, након чега се на њега монтира фитинг. На њеној полеђини је монтиран други део аутопута. Затим се спојница загрева гасним гориоником и лем се „уграђује“ дуж шавова. Под утицајем високе температуре, топи се, испуњавајући шав и стварајући висококвалитетну чврсту везу.
Понекад морате без окова
Лемљење бакарних цеви сопственим рукама није превише тешко, али овај рад захтева пажњу и тачност. Наравно, речима се не може све разумљиво објаснити, па драгим читаоцима скрећемо пажњу на видео о томе како лемити бакар са гасним гориоником, из којег ће све постати јасније.
Погледајте овај видео на Јутјубу
Пошто сте се позабавили питањем како лемити бакарне цеви код куће, можете прећи на следећи проблем, а то је лемљење неидентичних метала (бакар са алуминијумом, гвожђем или нерђајућим челиком).
Како лемити бакарну жицу на алуминијум
Лемљење алуминијума са бакром је прилично компликован процес.Треба напоменути да је исти лем тешко погодан за алуминијум као за бакар, и обрнуто. Много је лакше ускладити ове метале помоћу челичне чауре. Иако данас произвођач нуди посебне лемове и флуксове за такве сврхе, њихов трошак је значајан, што доводи до неисплативости таквог рада.
Лемљење бакра и алуминијума је прилично тешко
Цео проблем лежи у сукобу између бакра и алуминијума. Имају различиту ватросталност, густину. Поред тога, алуминијум, када је у интеракцији са бакром, почиње снажно да оксидира. Овај процес се посебно убрзава када електрична струја прође кроз прикључак. Стога, ако је потребно повезати бакарне и алуминијумске жице, најбоље је користити ВАГО самостезне терминале, унутар којих се налази Алиу Плус контактна паста. Она је та која уклања оксид из алуминијума, спречава његов накнадни изглед и промовише нормалан контакт са бакарним проводницима.
Пошто сте схватили како лемити бакар на алуминијум, можете прећи на тврђе метале.
Понекад је таква веза неопходна
Како лемити бакар и нерђајући челик
Приликом лемљења бакра са нерђајућим челиком, чак ни сам материјал за лемљење не игра важну улогу, већ алат који се користи, иако много зависи од потрошног материјала. Најприхватљивији материјали у овом случају су:
- бакар-фосфор лем;
- калајно сребро (Кастолин 157);
- радиотехника.
Неки мајстори тврде да ће уз правилан приступ раду и најобичнији лем на бази калаја и олова. Главна ствар је обавезна употреба флукса (боракс, киселина за лемљење), темељно загревање и тек након тога лемљење (лемљење).










Комплексно лемљење бакра и нерђајућег челика
Таква једињења су ретка, па су специјализовани лемови за такве сврхе прилично скупи.
Лемљење бакра са гвожђем - да ли је могуће
Ова опција је могућа, али под одређеним условима. На пример, као грејач, једноставан пропан горионик више није прикладан. Морате користити пропан са кисеоником. Боракс треба користити као флукс, али месинг ће деловати као лем. Само у овом случају можемо се надати нормалном резултату. Купите лем за лемљење бакра са гвожђем или нерђајућим челиком је лако. Главна ствар је разумети да ли ће додатни трошкови бити оправдани.
Могуће је и лемљење бакарних и гвоздених цеви
А сада нудимо да погледамо колико пажљиво домаћи мајстори могу да изводе радове на лемљеним цевима аутопутева за различите намене.
1 од 5
Потрошни материјал и алати
Поред цеви и фитинга, биће вам потребна и бакља, лем и флукс - за само лемљење. И такође савијач цеви и неколико повезаних ситница за обраду пре почетка рада.
Четка за скидање окова изнутра

Лем и флукс
Лемљење бакарних цеви било које врсте се јавља уз помоћ флукса и лема. Лем је легура обично на бази калаја са одређеном тачком топљења, али нужно нижом од бакра. Уноси се у зону лемљења, загрева се до течног стања и тече у спој. Након хлађења, обезбеђује чврсту и издржљиву везу.
За аматерско лемљење бакарних цеви сопственим рукама, погодни су лемови на бази калаја са додатком сребра, бизмута, антимона, бакра. Једињења са додатком сребра сматрају се најбољим, али су најскупља, оптимална са додатком бакра.Има и са додатком олова, али их не треба користити у водоводу. Све ове врсте лемљења пружају добар квалитет шавова и лако лемљење.
Флукс и лем су неопходни потрошни материјали
Пре лемљења, спој се третира флуксом. Флукс је течно или пастозно средство које узрокује да растопљени лем тече у спој. Овде нема шта посебно изабрати: било који флукс за бакар ће учинити. Такође, биће вам потребна мала четка за наношење флукса. Боље - са природним чекињама.
Бурнер
За рад са меким лемом, можете купити малу ручну бакљу са гасном боцом за једнократну употребу. Ови цилиндри су причвршћени за ручку, имају запремину од 200 мл. Упркос малој величини, температура пламена је од 1100 °Ц и више, што је више него довољно за топљење меког лема.
Оно на шта треба обратити пажњу је присуство пиезо паљења. Ова функција ни на који начин није сувишна - биће лакше радити. Вентил се налази на ручки ручног гасног горионика.
Регулише дужину пламена (интензитет довода гаса). Исти вентил искључује гас ако горионик треба да се угаси. Сигурност је обезбеђена неповратним вентилом, који ће, у недостатку пламена, искључити довод гаса
Вентил се налази на ручки ручног гасног горионика. Регулише дужину пламена (интензитет довода гаса). Исти вентил искључује гас ако горионик треба да се угаси. Сигурност обезбеђује неповратни вентил, који ће, у одсуству пламена, искључити довод гаса.
Ручна лампа за лемљење бакарних цеви
Неки модели имају дефлектор пламена.Не дозвољава да се пламен распрши, стварајући вишу температуру у зони лемљења. Захваљујући томе, горионик са рефлектором вам омогућава да радите на најнезгоднијим местима.









Када радите у кућним и полупрофесионалним моделима, морате пазити да не прегрејете јединицу како се пластика не би растопила. Због тога није вредно радити пуно лемљења у исто време - боље је пустити опрему да се охлади и припремити следећу везу у овом тренутку.
Повезани материјали
За сечење бакарних цеви потребан вам је резач цеви или ножна тестера са металним сечивом. Рез мора бити строго вертикалан, што обезбеђује резач цеви. А да бисте гарантовали равномерно сечење ножном тестером, можете користити обичну кутију за столарију.
резач цеви

Приликом припреме цеви, морају се очистити. Да бисте то урадили, постоје посебне металне четке и четке (за чишћење унутрашње површине), али можете проћи са брусним папиром средњег и финог зрна.
Да бисте уклонили неравнине из резова, постоје косилице. Цев коју су разрадили боље се уклапа у фитинг - њен прикључак је само делић милиметра већи од спољашњег пречника. Дакле, најмање одступање доводи до потешкоћа. Али, у принципу, све се може елиминисати брусним папиром. Само ће требати више времена.
Такође је препоручљиво имати заштитне наочаре и рукавице. Већина кућних мајстора занемарује ове сигурносне карактеристике, али опекотине су веома неугодне. Ово су сви материјали и алати потребни за лемљење бакарних цеви.
Суштина процеса
Овако направљен цевовод, захваљујући употреби бакарних цеви приликом његовог постављања, веома је поуздан и изузетно издржљив.Наравно, такав систем има прилично високу цену, али је у потпуности оправдан јединственим карактеристикама које
Оно што је важно, бакарне цеви се могу користити иу водоводним и системима грејања. У оба случаја показују највећу поузданост и издржљивост.
Најједноставнији и најпоузданији начин за постављање таквих система је лемљење бакарних цеви. Ова технологија повезивања се користи дуго времена, добро је проучена и не изазива никакве проблеме у практичној примени. Суштина ове методе лежи у чињеници да је спој између делова који се спајају испуњен посебним једињењем који се зове лем. Да би лем за лемљење бакарних цеви ушао и испунио спој између делова, он се топи под утицајем високе температуре. Након што се загревање лема заустави, а већ је потпуно испунио будући шав, он се учвршћује, формирајући поуздан, чврст и издржљив спој.
Лемљење бакра је такође погодно јер се, ако је потребно, спојени елементи цевовода увек могу лако одвојити. Да бисте то урадили, довољно је загрејати спој да би лем био мекан и савитљив.

Процес лемљења бакарних цеви
Методе лемљења бакарних делова
Лемљење се сматра најбољим методом за спајање бакарних делова. Током рада, растопљени лем испуњава мали размак између елемената, чиме се формира поуздана веза. Постоје два најчешћа начина за добијање таквих једињења. Ово је капиларно лемљење на високим и ниским температурама. Да видимо како се разликују једни од других.
Карактеристике високотемпературних једињења
У овом случају, процес повезивања бакарних елемената се одвија на температури већој од +450 степени. Као лемљење, бирају се композиције, чија су основа прилично ватростални метали: сребро или бакар. Дају јак шав, отпоран на механичка оштећења и високе температуре. Таква веза се назива чврста.
У процесу капиларног лемљења на високим температурама, температура прелази 450Ц, БАг или БЦуП ватростални лем се користи за формирање споја.
Карактеристика такозваног тврдог лемљења је жарење метала, што доводи до његовог омекшавања. Због тога, како би се смањио губитак карактеристика чврстоће бакра, готов шав треба хладити само природно, без употребе вештачког дувања или спуштања дела у хладну воду.
Чврста веза се користи за цеви пречника од 12 до 159 мм. Лемљење се користи за спајање гасних цеви. У водоводу се користи у процесу монтаже водоводних цеви за монолитно спајање делова чији пречник прелази 28 мм. Поред тога, таква веза се користи у случајевима када температура течности која циркулише у цевима може прећи +120 степени.










Високотемпературно лемљење се такође користи за монтажу система грејања. Његова предност је могућност уређења одвода из претходно постављеног система без његовог претходног демонтаже.
Лемљење до детаља
Меко или нискотемпературно лемљење је спајање бакарних делова, при чему се користи температура испод +450Ц. У овом случају као лем се бирају меки метали ниског топљења, као што су калај или олово.Ширина шава формираног таквим лемљењем може варирати од 7 до 50 мм. Добијени спој се назива меком. Мање је издржљив од чврстог, али има низ значајних предности.
Приликом лемљења на ниској температури формира се такозвани меки спој. Мање је издржљив од чврстог, па се не може користити за спајање гасних цеви.
Главна разлика је у томе што нема жарења метала током процеса лемљења. Сходно томе, његова снага остаје иста. Осим тога, температура током лемљења на ниској температури није тако висока као при високотемпературном лемљењу. Стога се сматра сигурнијим. За склапање цеви малог пречника: од 6 до 108 мм користе се такозвани меки спојеви.
У водоводу, нискотемпературни прикључци се користе за уградњу водоводних и грејних мрежа, али под условом да је температура течности која циркулише у њима мања од +130 степени. За гасоводе, употреба прикључака овог типа је строго забрањена.
Како другачије можете повезати бакарне елементе
Дуг радни век, отпорност на корозију, мала тежина и антибактеријска својства учинили су бакарну везу прилично популарном у одређеним круговима. Висок пренос топлоте омогућава да се материјал користи у системима за хлађење. Пре лемљења бакарних цеви потребно је одредити начин лемљења, поред температурних ефеката, постоје различити фитинги, чија употреба зависи од степена оштећења или дизајна споја.

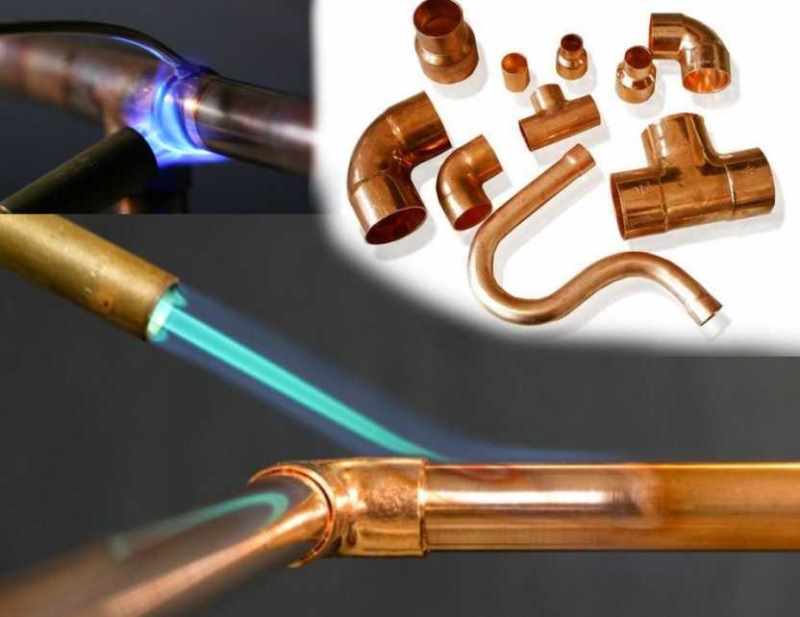
Фитинги за бакарне цеви
Врсте лемљених бакарних фитинга
Алтернативни начин лемљења је употреба фитинга за спајање бакарних цеви. Постоје две главне врсте:
- Кримпови имају прстен унутар структуре, што омогућава стварање чврсте везе. Конструкција је направљена од месинга.
- Капиларни спојеви који се разликују по пречнику од спољашњег индикатора. Процес укључује лемљење, варирањем пречника и компресије, чиме се остварује веза.
Горе наведене методе пристајања се користе на местима где постоји честа промена елемената. Разлози за замену могу бити интеракција са агресивним металима, спајање са материјалима различитог састава.
Карактеристике лемљења бакра
Спајање сегмената се врши од обраде ивица метала. Величина фитинга мора одговарати датој конфигурацији, није дозвољено истезање метала до жељене величине, у овом случају се губе чврстоћа и еластичност. Чишћење се одвија по реду, проширени елемент се чисти изнутра, а спојени је споља. Када радите са лемилом, лем се загрева са врха. За имплементацију висококвалитетног спајања бакарних цеви потребно је искуство, јер се могу направити непоправљиве грешке.
Бакарни производи се користе у скоро свим расхладним уређајима различитих врста. Материјал се доказао у индустрији, користи се у електромеханичке сврхе, приликом пумпања запаљивих материјала.
Недостаци бакарних цеви
Један од главних недостатака је висока цена производа од бакра. Алтернативни материјали као што су пластика или челик могу бити знатно јефтинији. Метални материјал је мекан, уз најмањи спољни утицај, долази до деформације, квара одређене области.
Пренос топле воде у системима грејања може бити трауматичан, јер бакар има висок пренос топлоте. Губитак топлоте је искључен употребом изолационих материјала, за сигуран рад потребно је утопити цеви унутар завршних материјала просторије.
Комуникације из бакарних цеви и фитинга
Висококвалитетне бакарне цеви и фитинге, чије су техничке и оперативне карактеристике у складу са међународним стандардима ИСО 9002, БС2 и ДИН, сада производе и стране и домаће компаније. Такве цеви, као и спојни елементи за њих, успешно подносе високи притисак медија који се кроз њих транспортује, високе и ниске температуре, као и механичка оптерећења којима могу бити изложене током рада, транспорта и складиштења.
За разлику од полимерних цеви популарних у нашем времену, производи од бакарних цеви не пропадају од излагања сунчевој светлости, не плаше се корозије, што је права пошаст за производе од црних метала. У погледу радног века по коме се бакарне цеви и фитинги разликују, ниједан сличан производ од другог материјала не може се поредити са њима. Важно је напоменути да су бакарни производи практично вечни, животни век комуникација од њих је најмање 100 година.

Систем грејања и водоснабдевања из бакарних цеви у приватној кући
Производи од цеви, као и бакарни спојеви, користе се за уређење инжењерских мрежа за различите намене:
- системи грејања;
- клима уређај;
- снабдевање хладном и топлом водом;
- гасне комуникације.
Они потрошачи који одлуче да користе производе од бакарних цеви и бакарне арматуре углавном их користе за опремање поузданих и издржљивих водоводних мрежа. Фитинги направљени од бакра су компактнији и изгледају много чистији од оних од црних метала. Ово се објашњава чињеницом да при пројектовању и производњи бакарних фитинга нема потребе да се њихови зидови дебљају, узимајући у обзир њихову даљу корозију, јер они једноставно нису подложни томе.









Уградња бакарних цеви у систем грејања уради сам
Постоји неколико разлога који објашњавају велику популарност бакарних цеви и фитинга за њих:
- бакар, као што знате, има антисептичка својства, па се патогени не развијају у водоводним цевима направљеним од овог метала, а квалитет воде која се транспортује кроз њих чак се побољшава;
- постављање цевовода за које се користе цеви и фитинзи од бакра много је лакше од комуникација из црних цеви;
- због високе пластичности бакра, цеви од овог метала, када се вода замрзне у њима, не пуцају, већ се једноставно деформишу; за уништавање бакарне цеви потребно је применити унутрашњи притисак од 200 атм на њега, а такви притисци једноставно не постоје у кућним комуникацијама.



