
- Прикључци за пресовање под високим притиском
- Метод #4: Пусх-цоннецт веза
- Остале опције лемљења: рад са бакарним цевима и разним металима
- Нијансе лемљења бакарних цеви: како то учинити исправно
- Како лемити бакарну жицу на алуминијум
- Како лемити бакар и нерђајући челик
- Лемљење бакра са гвожђем - да ли је могуће
- Технологија лемљења бакарних производа
- Изрежите предмет на потребну дужину
- Нанесите флукс на површину цеви
- Повезивање делова пре лемљења
- Формирање спојева током лемљења на ниским температурама
- Формирање шавова код лемљења на високим температурама
- Врсте бакарних цеви
- Шта је потребно за лемљење бакарних цеви
- Потрошни материјал и алати
- Лем и флукс
- Бурнер
- Повезани материјали
- Где се примењује
- 3 Како лемити бакарне цеви?
- Монтажа бакарних цеви
- Монтажа цевовода са фитингом
- Алати и материјали
- Упутство за монтажу
Прикључци за пресовање под високим притиском
Напредак у технологији везивног пресовања и у развоју материјала за о-прстенове омогућио је примену везних пресова на системе високог притиска. Међутим, системи високог притиска захтевају нешто другачије конфигурације чељусти за пресовање.
Резултат производње спојног чвора техником двоструког пресовања од 360º
Везивање спојева за пресовање за нископритисне, процесне и немедицинске линије компримованог гаса користе један стандардни шестоугаони облик за пресовање.
Везивање под већим притиском захтева употребу специјално дизајнираних пресова и чељусти за стезање да би се обезбедило двоструко савијање од 360° на фитингу.
Метод #4: Пусх-цоннецт веза
Посебност методе утичног монтаже је да за монтажу нису потребни додатни алати, горионици, специјални гориви гасови или струја. Монтажа на утискивање је обезбеђена интегрисаном заптивком од еластомера и прстеном за држање од нерђајућег челика.
Погодан у сваком погледу и прилично практичан за рад, начин склапања склопа уметањем притиском (пусх-цоннецт)
Типични опсези притиска и температуре за утичне склопове су приказани у табели:
| Врста склопа | Опсег притиска, кПа | Опсег температуре, ºЦ |
| Уложак за утискивање, Д = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плус 120 |
Постоје две уобичајене врсте фитинга за ову врсту склопа. Обе опције стварају јаке, поуздане чворове. Међутим, док један тип утикача омогућава да се склоп лако уклони након инсталације, као што је за одржавање система, други не подржава ову конфигурацију. Ови моменти се међусобно разликују.
Врсте окова за утичне прикључке: лево - склопиви дизајн; десно - неодвојиви дизајн
Пре склапања склопа потребно је извршити све припремне поступке са бакарном цеви, као што је већ описано
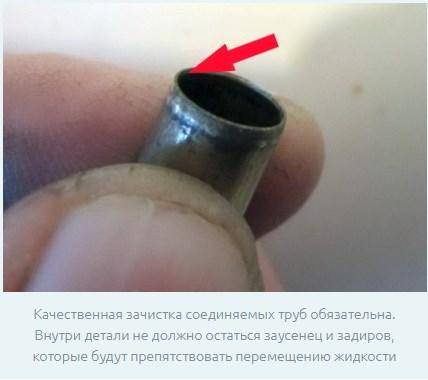
Овде посебну пажњу треба обратити на чишћење закошеног краја бакарне цеви брусним папиром, најлонском абразивном крпом или санитарном крпом. Ове радње осигуравају интегритет заптивне заптивке у тренутку уметања. бакарна цев у телу фитинга
Монтажа укључује извођење крутог потискивања, истовременог увијања усмереног у тело окова. Померање бакарне цеви унутар фитинга се врши све док бакарна цев не наслони на полеђину чаше фитинга. Овај тренутак се обично означава претходно направљеном ознаком дубине уметања на површини бакра.
Уз помоћ информација: Купер
Остале опције лемљења: рад са бакарним цевима и разним металима
За лемљење бакарних цеви потребно је одређено искуство у овој врсти посла. Стога, ако домаћи мајстор први пут предузме такав посао, вреди се претходно вежбати како не би више пута поновио већ готову линију за довод воде или грејања. Бакарне цеви се могу лемити и тврдим лемом (помоћу гасног горионика) и меким легурама. У другом случају, за бакарне цеви, прикладно је користити чекић за лемљење велике снаге.
 Прецизно и квалитетно лемљење је кључ трајности везе
Прецизно и квалитетно лемљење је кључ трајности везе
Нијансе лемљења бакарних цеви: како то учинити исправно
Као флукс за лемљење бакарних цеви, најбоље је користити колофониј. Наноси се у равномерном слоју на спољне површине цеви, након чега се на њега монтира фитинг. На њеној полеђини је монтиран други део аутопута. Затим се спојница загрева гасним гориоником и лем се „уграђује“ дуж шавова.Под утицајем високе температуре, топи се, испуњавајући шав и стварајући висококвалитетну чврсту везу.
 Понекад морате без окова
Понекад морате без окова
Лемљење бакарних цеви сопственим рукама није превише тешко, али овај рад захтева пажњу и тачност. Наравно, речима се не може све разумљиво објаснити, па драгим читаоцима скрећемо пажњу на видео о томе како лемити бакар са гасним гориоником, из којег ће све постати јасније.
 Погледајте овај видео на Јутјубу
Погледајте овај видео на Јутјубу
Пошто сте се позабавили питањем како лемити бакарне цеви код куће, можете прећи на следећи проблем, а то је лемљење неидентичних метала (бакар са алуминијумом, гвожђем или нерђајућим челиком).
Како лемити бакарну жицу на алуминијум
Лемљење алуминијума са бакром је прилично компликован процес. Треба напоменути да је исти лем тешко погодан за алуминијум као за бакар, и обрнуто. Много је лакше ускладити ове метале помоћу челичне чауре. Иако данас произвођач нуди посебне лемове и флуксове за такве сврхе, њихов трошак је значајан, што доводи до неисплативости таквог рада.

Цео проблем лежи у сукобу између бакра и алуминијума. Имају различиту ватросталност, густину. Поред тога, алуминијум, када је у интеракцији са бакром, почиње снажно да оксидира. Овај процес се посебно убрзава када електрична струја прође кроз прикључак. Стога, ако је потребно бакарне и алуминијумске жичане везе најбоље је користити ВАГО самостезне терминалне блокове, унутар којих се налази Алиу Плус контактна паста. Она је та која уклања оксид из алуминијума, спречава његов накнадни изглед и промовише нормалан контакт са бакарним проводницима.









Пошто сте схватили како лемити бакар на алуминијум, можете прећи на тврђе метале.
 Понекад је таква веза неопходна
Понекад је таква веза неопходна
Како лемити бакар и нерђајући челик
Приликом лемљења бакра са нерђајућим челиком, чак ни сам материјал за лемљење не игра важну улогу, већ алат који се користи, иако много зависи од потрошног материјала. Најприхватљивији материјали у овом случају су:
- бакар-фосфор лем;
- калајно сребро (Кастолин 157);
- радиотехника.
Неки мајстори тврде да ће уз правилан приступ раду и најобичнији лем на бази калаја и олова. Главна ствар је обавезна употреба флукса (боракс, киселина за лемљење), темељно загревање и тек након тога лемљење (лемљење).
 Комплексно лемљење бакра и нерђајућег челика
Комплексно лемљење бакра и нерђајућег челика
Таква једињења су ретка, па су специјализовани лемови за такве сврхе прилично скупи.
Лемљење бакра са гвожђем - да ли је могуће
Ова опција је могућа, али под одређеним условима. На пример, као грејач, једноставан пропан горионик више није прикладан. Морате користити пропан са кисеоником. Боракс треба користити као флукс, али месинг ће деловати као лем. Само у овом случају можемо се надати нормалном резултату. Није тешко купити лем за лемљење бакра са гвожђем или нерђајућим челиком. Главна ствар је разумети да ли ће додатни трошкови бити оправдани.
 Могуће је и лемљење бакарних и гвоздених цеви
Могуће је и лемљење бакарних и гвоздених цеви
А сада нудимо да погледамо колико пажљиво домаћи мајстори могу да изводе радове на лемљеним цевима аутопутева за различите намене.
1 од 5





Технологија лемљења бакарних производа
Након припреме алата и материјала, цеви се лемљују, које се састоје од следећих корака:
- сечење празнина у сегменте;
- одмашћивање и уклањање оксида;
- спајање елемената;
- наношење лема на линију споја.
Изрежите предмет на потребну дужину
Заваривање бакарних цеви почиње обележавањем цевовода, који се затим сече на елементе жељене дужине. Приликом обележавања потребно је узети у обзир маргину дужине која је потребна за спајање цеви након проширења краја. Ручни алат за сечење омогућава стезање цеви, а затим се карбидни ваљак котрља око спољне површине радног предмета. Како се тело цеви сече, ваљак се притисне помоћу завртња за подешавање, што вам омогућава да добијете равномеран рез.
Дозвољено је сечење празнина помоћу ножне тестере и посебног шаблона који обезбеђује перпендикуларност реза. Приликом сечења, компресија цеви није дозвољена, јер овалност спољне површине погоршава непропусност споја (због промене зазора који се неће попунити лемом). Добијени блиц се уклања брусним папиром и металном четком. Затим се једна од ивица обрађује експандером, који ће створити запечаћени спој повећане чврстоће.
Нанесите флукс на површину цеви
Заваривање бакарних цеви "уради сам" захтева уклањање оксида са површине делова који се спајају. Празнине се обришу средством за одмашћивање (на пример, ацетоном), а затим се на спојене ивице наноси реагенс. Није препоручљиво користити повећану дозу флукса, активне супстанце равномерно нанети у танком слоју до подручја везе. За наношење реагенса користи се четка за фарбање, која не оставља влакна на површини.
Повезивање делова пре лемљења
Након наношења флукса, цеви су повезане, препоручује се спајање елемената одмах након подмазивања површине (да би се смањио ризик од таложења прашине). Делови се ротирају један у односу на други када су повезани, што омогућава дистрибуцију флукса и обезбеђује чврсто приањање. Реагенс истиснут из споја уклања се сувом крпом, забрањено је задржавање флукса на елементима од обојених метала, јер почиње уништавање материјала.
Формирање спојева током лемљења на ниским температурама

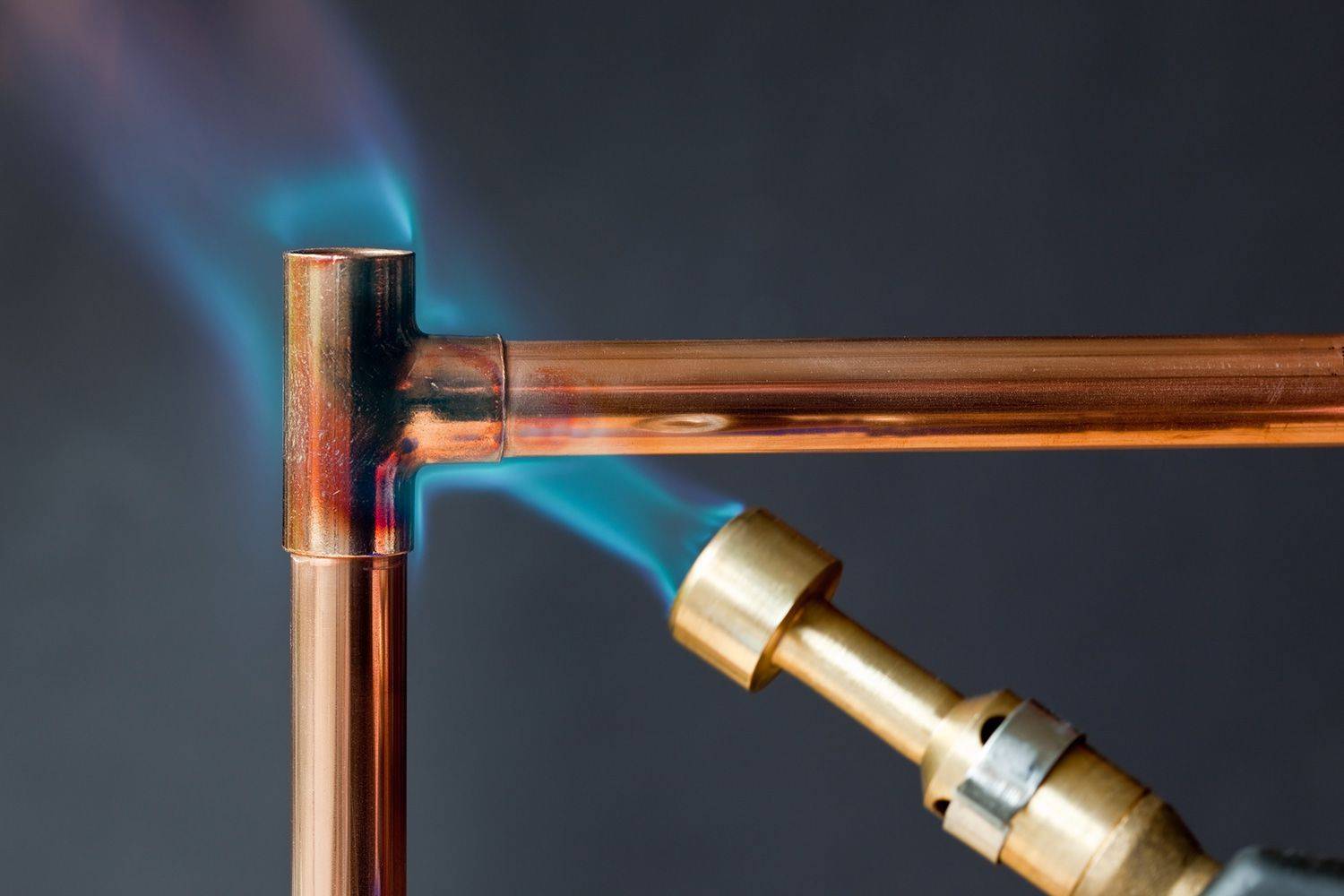
Технологија ниске температуре користи флукс дизајниран за смањено загревање конструкције током спајања. Лемљење бакарних цеви са гасним гориоником обезбеђује довод горионика у зону спајања, горионик се креће дуж споја, обезбеђујући равномерно загревање делова. Затим се шипка лемљења узима у руку, која се убацује у размак између цеви. Растопљени метал почиње да се шири по површинама, горионик се уклања у страну, лем испуњава спој због температуре загрејане цеви.










Формирање шавова код лемљења на високим температурама
Када се користе ватростални лемови, цеви се загревају гориоником на повишену температуру. Горионик се креће дуж зоне споја све док се цев не загреје до вишње-црвене нијансе (што одговара температури од 750°Ц). Затим се лем, претходно загрејан пламеном горионика, убацује у спој.
Лем се топи од контакта са загрејаним цевима, равномерно попуњавајући празнину за монтажу. Наношење вишка лема није потребно јер ће материјал остати на спољној страни цеви.Након завршетка поступка, потребно је сачекати 2-3 минута, након што се температура споја смањи и лем кристализује, остаци флукса се уклањају. Додатна обрада везе није потребна.
Врсте бакарних цеви
Пре производње цевовода, потребно је да изаберете делове. Међу купљеним деловима постоје две врсте:
- Неотопљени - елементи високе чврстоће са ниским индексом дуктилности. Након производње не пролазе додатну топлотну обраду.
- Аннеалед - елементи који пролазе додатну топлотну обраду. Чувају се на температури од око 700 степени Целзијуса. Материјал стиче висок индекс пластичности. Захваљујући додатној топлотној обради, постају отпорнији на критичне температуре.
Бакарне цеви се разликују по дебљини зида и величини намотаја у којима се продају. Према ГОСТ-у, они морају бити направљени од чистог бакра.
Шта је потребно за лемљење бакарних цеви
Лемљење бакарних цеви, које није тешко урадити сопственим рукама, не захтева скупу опрему и било какве посебне материјале. Да бисте га правилно имплементирали, биће вам потребни следећи уређаји.
Горионик, због којег ће се загревати лем и део цеви где ће бити спојени. По правилу, на такав горионик се доводи пропан гас, чији се притисак регулише редуктором за заваривање.
Специјални алат за сечење бакарних цеви. Пошто су производи од овог метала веома мекани, потребно их је сећи довољно нежно да не би наборали зидове.На савременом тржишту нуде се резачи за цеви различитих модела, који се разликују по својој функционалности и техничким могућностима.
Дизајн појединачних модела таквих уређаја, што је важно, омогућава им да се користе чак и за рад на тешко доступним местима.
Експандер цеви је уређај који вам омогућава да проширите пречник бакарне цеви, што је неопходно за боље лемљење. У различитим системима монтираним од бакарних цеви користе се елементи истог пресека, а да би се квалитативно повезали, потребно је мало повећати пречник једног од повезаних елемената. Управо овај проблем решава такав уређај као експандер цеви.
Управо овај проблем решава такав уређај као експандер цеви.
Комплет за ширење бакарних цеви
Уређај за скошење крајева бакарних цеви. Након обрезивања, на крајевима делова остају неравнине, што може ометати добијање квалитетне и поуздане везе. Да бисте их уклонили и крајевима цеви дали потребну конфигурацију, пре лемљења се користи бевелер. Данас на тржишту постоје две главне врсте уређаја за кошење: постављене у округло тело и направљене у облику оловке. Погоднији за употребу, али и скупљи, су округли уређаји који могу да обрађују меке бакарне цеви пречника не више од 36 мм.
Да бисте правилно припремили бакарне цеви за лемљење, потребно је уклонити све нечистоће и оксиде са њихове површине. У ове сврхе се користе четке и четке, чије су чекиње направљене од челичне жице.
Лемљење бакарних цеви се обично изводи тврдим лемом, који може бити високе и ниске температуре. Високотемпературни лем је бакарна жица која у свом саставу садржи око 6% фосфора. Таква жица се топи на температури од 700 степени, док је за њен нискотемпературни тип (калајна жица) довољно 350 степени.
Технологија лемљења бакарних цеви подразумева употребу специјалних флукса и паста који обављају заштитну функцију. Такви флуксови не само да штите формирани шав од стварања ваздушних мехурића у њему, већ и значајно побољшавају приањање лема на материјал цеви.
Поред флукса, лемљења и других основних елемената, биће потребни додатни алати за лемљење бакарних цеви, који се могу наћи у свакој радионици или гаражи. За лемљење или заваривање бакарних производа додатно припремите:
- обичан маркер;
- рулет;
- ниво зграде;
- мала четка са чврстим длакама;
- чекић.
Пре почетка рада, такође је важно одлучити како лемити бакар цеви. Могу постојати две главне опције: лемљење бакра (ређе се користи) и коришћење меког лема. Приликом решавања овог питања важно је поћи од чињенице да постоје захтеви за употребу једне или друге врсте лемљења
Дакле, тврди лемови се користе за лемљење елемената расхладних јединица и клима уређаја. У свим осталим случајевима (водовод, грејање итд.) може се користити лимена жица. Али без обзира на изабрану технологију, треба запамтити да је флукс у сваком случају неопходан.
Приликом решавања овог питања важно је поћи од чињенице да постоје захтеви за употребу једне или друге врсте лемљења. Дакле, тврди лемови се користе за лемљење елемената расхладних јединица и клима уређаја.
У свим осталим случајевима (водовод, грејање итд.) може се користити лимена жица. Али без обзира на изабрану технологију, треба запамтити да је флукс у сваком случају неопходан.

Четке за скидање унутрашње површине бакарне цеви пре лемљења
Потрошни материјал и алати
Поред цеви и фитинга, биће вам потребна и бакља, лем и флукс - за само лемљење. И такође савијач цеви и неколико повезаних ситница за обраду пре почетка рада.










Четка за скидање окова изнутра
Лем и флукс
Лемљење бакарних цеви било које врсте се јавља уз помоћ флукса и лема. Лем је легура обично на бази калаја са одређеном тачком топљења, али нужно нижом од бакра. Уноси се у зону лемљења, загрева се до течног стања и тече у спој. Након хлађења, обезбеђује чврсту и издржљиву везу.
За аматерско лемљење бакарних цеви сопственим рукама, погодни су лемови на бази калаја са додатком сребра, бизмута, антимона, бакра. Једињења са додатком сребра сматрају се најбољим, али су најскупља, оптимална са додатком бакра. Има и са додатком олова, али их не треба користити у водоводу. Све ове врсте лемљења пружају добар квалитет шавова и лако лемљење.

Флукс и лем су неопходни потрошни материјали
Меки лем се продаје у малим котуровима, тврди лем се продаје у паковањима, исечен на комаде.
Пре лемљења, спој се третира флуксом.Флукс је течно или пастозно средство које узрокује да растопљени лем тече у спој. Овде нема шта посебно изабрати: било који флукс за бакар ће учинити. Такође, биће вам потребна мала четка за наношење флукса. Боље - са природним чекињама.
Бурнер
За рад са меким лемом, можете купити малу ручну бакљу са гасном боцом за једнократну употребу. Ови цилиндри су причвршћени за ручку, имају запремину од 200 мл. Упркос малој величини, температура пламена је од 1100°Ц и више, што је више него довољно за топљење меког лема.
Оно на шта треба обратити пажњу је присуство пиезо паљења. Ова функција није сувишна - биће лакше радити
Вентил се налази на ручки ручног гасног горионика. Регулише дужину пламена (интензитет довода гаса). Исти вентил искључује гас ако горионик треба да се угаси. Сигурност обезбеђује неповратни вентил, који ће, у одсуству пламена, искључити довод гаса.

Ручна лампа за лемљење бакарних цеви
Неки модели имају дефлектор пламена. Не дозвољава да се пламен распрши, стварајући вишу температуру у зони лемљења. Захваљујући томе, горионик са рефлектором вам омогућава да радите на најнезгоднијим местима.
Када радите у кућним и полупрофесионалним моделима, морате пазити да не прегрејете јединицу како се пластика не би растопила. Због тога није вредно радити пуно лемљења у исто време - боље је пустити опрему да се охлади и припремити следећу везу у овом тренутку.
Повезани материјали
За сечење бакарних цеви потребан вам је резач цеви или ножна тестера са металним сечивом. Рез мора бити строго вертикалан, што обезбеђује резач цеви.А да бисте гарантовали равномерно сечење ножном тестером, можете користити обичну кутију за столарију.

резач цеви
Приликом припреме цеви, морају се очистити. Да бисте то урадили, постоје посебне металне четке и четке (за чишћење унутрашње површине), али можете проћи са брусним папиром средњег и финог зрна.
Да бисте уклонили неравнине из резова, постоје косилице. Цев коју су разрадили боље се уклапа у фитинг - њен прикључак је само делић милиметра већи од спољашњег пречника. Дакле, најмање одступање доводи до потешкоћа. Али, у принципу, све се може елиминисати брусним папиром. Само ће требати више времена.
Такође је препоручљиво имати заштитне наочаре и рукавице. Већина кућних мајстора занемарује ове сигурносне карактеристике, али опекотине су веома неугодне. Ово су сви материјали и алати потребни за лемљење бакарних цеви.
Где се примењује
Лемљење тврдим лемовима је значајно по томе што се када се врши, површина споја производа мора загрејати на температуре реда од 450 степени или више.
Такви лемови се називају ватростални, а веза добијена уз њихову помоћ задржава карактеристике чврстоће чак и уз јако топлотно загревање.
 За разлику од тврдог лемљења, меко лемљење укључује употребу потрошног материјала на ниској температури који обезбеђује поуздано приањање при много нижем загревању (око 200-300 ℃).
За разлику од тврдог лемљења, меко лемљење укључује употребу потрошног материјала на ниској температури који обезбеђује поуздано приањање при много нижем загревању (око 200-300 ℃).
Они се, по правилу, користе за лемљење производа који раде у нормалним температурним условима и не гарантују очување контакта са јаким загревањем.
Могућности тврдих лемова се широко користе у оним областима где је потребно добити шав који по својим својствима чврстоће заузима међупозицију између заваривања и лемљења на ниској температури.
При томе се посебна пажња поклања одржавању структуре материјала у контактној зони, који након обраде не би требало да изгубе своје изворне карактеристике. Карбидни спојеви су најчешће тражени у следећим ситуацијама:
Карбидни спојеви су најчешће тражени у следећим ситуацијама:
- производња металорезних алата, резача са радним уметцима од тврдог легура;
- у производњи контејнера и посуда од обојених метала и нерђајућег челика;
- у аутомеханичарским радионицама (приликом поправке радијатора и појединачних елемената преноса), као и на оним местима где је употреба заваривања веома непожељна;
- приликом уградње и поправке цеви од тврдих легура бакра уграђених у опрему за хлађење и размену топлоте и које раде под "критичним" температурама или високим притиском;
- за поуздано и издржљиво спајање танкозидних предмета и делова који током рада доживљавају повећана оптерећења и еластичне деформације.

Употреба технологије тврдог лемљења обезбеђује неопходну чврстоћу насталог споја и његову отпорност на прегревање. Поред тога, карбидне методе се користе у поправци производа од бакра или месинга који су током рада изложени високим температурама.








За разлику од горе описаних материјала за лемљење, апликације за меко лемљење су ограничене на нормалне услове рада.Ова метода се најчешће користи када је потребно добити поуздану везу производа и делова од топљивих материјала који нису подложни прекомерној топлоти и деформацији.
Композиције за лемљење од калаја и олова, које су постале широко распрострањене, посебно су популарне са „меком“ артикулацијом делова.
3 Како лемити бакарне цеви?
Шема за уградњу цевовода од бакарних производа је врло једноставна:
Резачем цеви одсечемо цев (треба да буде постављена окомито на уређај за сечење да би се добила што равномернија ивица) дужине која нам је потребна.
Четкицом са челичним влакнима уклањамо неравнине са цеви, а четком чистимо њене површине
Имајте на уму - стриктно је забрањено извођење ових радова помоћу финозрнастог брусног папира, јер ће мале честице остати на површини бакра и смањити ниво адхезије.
Други комад цевастог производа ширимо на потребан одељак тако да оба сегмента слободно улазе један у други (у овом случају треба да остане и мали размак).
Очистимо (све исте уређаје) од прљавштине и ивице проширеног производа.
Наносимо флукс на цев мањег пресека и распоредимо га четком по површини. Немогуће је применити превише флукса (или га неравномерно дистрибуирати), јер када се загрева, лем може ући у цевовод кроз њега и формирати замрзнуте капи, што ће током рада система изазвати буку приликом кретања воде.

Након тога, можете спојити цеви (убаците их једну у једну).Истовремено, како би се избегло лепљење лема за цев, потребно је уклонити вишак флукса влажном крпом. Следећи корак у поступку је загревање добијеног једињења. Операција заједничког загревања се прекида у тренутку када флукс постане сребрен.
Затим се до споја доводи лем, који се топи од загрејаног материјала цеви (свима је позната висока топлотна проводљивост бакра) без топлоте из горионика. Лем због капиларног феномена продире између спојених елемената. Лемљење је завршено када се на површини цевастог производа појаве капљице лема.

Након тога, спој цеви треба да се охлади. Током хлађења, не можете вршити механички ефекат на систем, као ни покушати да убрзате процес довод хладног ваздуха. Охлађени спој у последњој фази лемљења обрише се крпом умоченом у воду. Ово ће обезбедити уредан изглед цевовода, који ће бити без остатака лема и флукса.
Монтажа бакарних цеви
У процесу постављања водоводних система сопственим рукама, често постаје неопходно повезати бакарне цеви са производима направљеним од других материјала. У системима грејања, снабдевању хладном и топлом водом, једињења бакра са челиком, пластиком и месингом су безбедна са становишта појаве процеса корозије. Али контакт бакра са поцинкованим челиком је опасан за поцинковане цеви и доводи до њиховог уништења услед електролитских процеса. Да би се избегао квар цевовода, потребно је извршити прикључак уз помоћ и обезбедити смер тока воде од челика до бакра.
Пре почетка рада потребно је припремити алат за уградњу бакарних цеви у систем грејања или снабдевање топлом или хладном водом.Да бисте то урадили, биће вам потребни: резач цеви или метална тестера за метал, турпија или стругач, у присуству делова сложене конфигурације - савијач цеви, гасни горионик или пиштољ за врући ваздух.
Бакарни цевовод уради сам почиње са деловима унапред израчунате дужине. Затим је потребно очистити спољне и унутрашње делове цеви, ако је потребно, изравнати рез. Употреба савијача цеви ће спречити изравнавање цеви и стварање набора, што може изазвати смањење перформанси цевовода на овим местима.
Ако пречник цеви не прелази 15 мм, онда њихов радијус савијања мора бити најмање 3,5 пречника, а ако је већи од 15 мм, онда четири пречника. Приликом ручног савијања, висококвалитетна кривина се може добити само са радијусом једнаким 8 пречника.
Упркос њиховој отпорности на корозију, бакарне цеви, због кршења производне технологије, неправилног лемљења и тешке контаминације воде са абразивним инклузијама, могу бити подвргнуте веома опасној корозији. Цев кородира на местима где је оксидни филм уништен. Један од начина да се избегне овај процес је уградња филтера на цевоводе за водоснабдевање и грејање.
На савременом грађевинском тржишту, бакарне цеви, због својих јединствених перформанси, прилично се успешно такмиче са производима од челика, пластике и метал-пластике, упркос њиховој високој цени.
Чак и са чињеницом да се полимерне цеви све чешће користе, метални производи су и даље велики успех. Као метал се по правилу користе бакар, месинг и челик.За боље у погледу отпорности на корозију и високе температуре, издваја се бакар. Заправо, о повезивању бакарних цеви, о чему ће се говорити у овом чланку.
Чак и упркос чињеници да се бакарне цеви одликују високим трошковима, с обзиром на све карактеристике материјала, њихова употреба је сасвим оправдана.
Пре свега, пре повезивања бакарних цеви, вреди одлучити како их повезати, лемљењем или на други начин.
Монтажа цевовода са фитингом
Спајање бакарних цеви са фитингом врши се искључиво на местима доступним за преглед. Ово правило је због чињенице да веза није потпуно заптивена и да се временом може формирати цурење.
Предност навојне везе је у томе што се, ако је потребно, поправке могу извршити без додатних напора, јер је резултирајућа веза одвојива.
Алати и материјали
Да бисте саставили цевовод, биће вам потребни следећи материјали и алати:
- бакарне цеви одговарајућег пречника;
- спојни спојеви за пресовање или пресовање;

Специјални уређаји за монтажу цевовода
Врсте и број фитинга се бирају у складу са шемом цевовода.
- резач цеви или тестера за метал;
- савијач цеви за бакарне цеви. Уређај се користи за организовање цевовода са мање прикључака, што повећава снагу система;
- турпија за обраду цеви након сечења (пре спајања). Поред тога, можете користити фини брусни папир;
- ФУМ-трака за заптивање навоја. Поред ФУМ траке, можете користити и ланени конац, навој Тангит Унилок или било који други заптивни материјал;
- кључ.
Упутство за монтажу
Монтажа бакарног цевовода помоћу фитинга "уради сам" врши се на следећи начин:
- сечење цеви за цевовод. Дужина сваке цеви мора бити у потпуности у складу са шемом која је састављена током развоја система;
- уклањање изолационог слоја. Ако се цеви са изолацијом користе за опремљен систем цевовода за било коју сврху, онда се изолациони слој уклања за јаку везу. Да бисте то урадили, жељени део се исече ножем и цев се очисти;
- резана ивица се обрађује турпијом, брусним папиром док се не добије глатка површина. Ако на крају цеви остану неравнине, рупе или друге неправилности, спој ће се показати мање херметичким;

Скидање цеви пре спајања на фитинг
- ако је потребно, цеви се савијају;
- на припремљену цев стављају се спојна навртка и компресиони прстен;

Уградња фитинг елемената за спајање
- цев је повезана са фитингом. У почетку се затезање врши ручно, а затим помоћу кључа. Током затезања, прстен потпуно заптива спој, елиминишући потребу за додатним заптивачима. Међутим, када се бакарна цев спаја на цев или фитинг од другог материјала, потребно је додатно заптивање ФУМ траком.
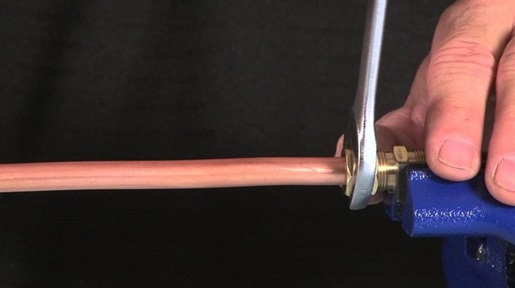
Фиттинг фикатион
Важно је да не затегнете навоје, јер се меки бакар лако деформише.



