- Лемљење бакарних цеви сопственим рукама: како лемити бакарне цеви?
- Лемови за лемљење бакра
- Гасни горионици за лемљење
- Правила за безбедан рад опреме
- Како лемити цеви
- Методе лемљења бакарних делова
- Карактеристике високотемпературних једињења
- Лемљење
- Мере предострожности приликом лемљења бакарних цеви
- Упутства за меко лемљење
- Причвршћивање бакарних цеви са другим материјалима
- Митови о бакарним цевима
- Како одабрати прави лем?
- Прикључци за пресовање под високим притиском
- Метод #4: Пусх-цоннецт веза
Лемљење бакарних цеви сопственим рукама: како лемити бакарне цеви?
Постоје две врсте лемљених бакарних цеви:
- ниске температуре;
- висока температура.
Користећи први метод, по правилу се монтирају кућне комуникације. За ову методу је погодан меки лем, може бити бакарна (са додатком фосфора) жица попречног пресека од 2 мм, калај или олово са адитивима, меки лем са сребром.
Само лемљење, уз мало вештина, неће бити тешко.
Меки лем има нижу тачку топљења од бакра, тако да све док предузмете мере предострожности, можете безбедно да почнете да радите.
Пре свега, требало би да припремите флукс, јер он чисти метал од оксида и штити место лемљења од приступа кисеонику. Флук третира крај цеви и спојни део, у овом случају фитинг.
Затим је цев спојена на фитинг, а спој се загрева гасним гориоником или лемилом. Током загревања, лем се топи и у течном стању продире у све слободне шупљине споја. Лем треба равномерно распоредити по споју, а цев са фитингом оставити на страну док се не охлади.
Тврдо лемљење се врши истим редоследом, али са вишом температуром загревања лема.
Лемови за лемљење бакра
Грађевинско тржиште нуди неколико опција лем за лемљење бакарне цеви. Постоји мишљење да меки лемови, који се састоје од калаја са разним врстама адитива, не могу осигурати поузданост лемних спојева. Упркос чињеници да то није сасвим тачно, можете играти на сигурно и одабрати лем са додатком сребра.
За високотемпературно лемљење намењен је тврди бакар-фосфорни лем који обезбеђује већу поузданост лемљења. Високотемпературно лемљење се користи при спајању цеви магистралних цевовода, где су падови притиска прихватљиви.
Гасни горионици за лемљење
Започињући самосталну инсталацију цевовода, потребно је одабрати прави алат и опрему за лемљење бакарних цеви, обраћајући посебну пажњу на горионик. Горионик може бити:
Горионик може бити:
- Пропан (користи се, најчешће, у великим количинама посла).
- Са МАПП смешом (мешавина гаса метилацетилен-пропадиен-пропан).
- ацетилен.
- Кисеоник.
Гасни горионици могу бити опремљени цилиндрима за једнократну употребу који се могу уклонити или са прикључком црева на стационарни цилиндар.
За уградњу малог цевовода довољан је модел са уклоњивим резервоаром за гас.
То је све што треба да знате о карактеристикама производа за лемљење бакра. Имајући неопходну опрему и материјале за лемљење бакарних цеви, можете самостално монтирати кућни цевовод који ће трајати много година.










Правила за безбедан рад опреме
Опрема за гасне боце, ако се користи неправилно, може постати извор тешке експлозије или пожара.
Приликом извођења радова заваривања обавезно користите личну заштитну опрему: наочаре, рукавице, специјалне ципеле.

Пре почетка рада, потребно је пажљиво прегледати опрему за оштећење. Ако је опрема прљава, обавезно уклоните прљавштину
Са боцама с пропаном могуће је радити само у добро проветреним просторијама, док температура ваздуха не би требало да буде испод 0 °Ц.
Апсолутно забрањено:
- Радите у близини отвореног пламена.
- Држите цилиндар нагнутим током рада.
- Ставите посуде под сунце.
- Извршите радове без мењача.
- Загрејте мењач на отвореном пламену.
Поред тога, ако осетите мирис гаса, морате одмах престати са радом и затворити вентил на цилиндру. Такође препоручујемо да се упознате са главним узроцима експлозије гасних боца.
Радећи без личне заштитне опреме, можете добити опекотине, не само од отвореног пламена, већ и од случајног контакта са врућим деловима.
Ако разматрани домаћи горионици нису прикладни за вас, препоручујемо вам да се упознате са другим опцијама за прављење корисних домаћих производа о којима се говори у нашим чланцима - гориоником за дување и гориоником за сауну.
Како лемити цеви
Пре почетка рада, потребно је да припремите комуникације за излагање. Заваривање цевовода се врши на малим деловима канализационих система, тако да је потребно да исечете цев на одређену величину. Место реза се чисти, након чега се тамо прави скошња. Ова операција ће помоћи да се олакша повезивање грејних и расхладних грана на арматуре.
Фотографија - упутства корак по корак
За уградњу жарених материјала мораћете да користите такозвани експандер цеви. Овај алат је потребан за уградњу на фитинге нестандардног пречника. Постоје уређаји различитих пречника, скоро до 110 мм.
Корак по корак упутства како да лемити бакарне цеви калај:
Према СНиП-у, називни пречник мора увек бити мањи од фитинга;
Високотемпературна обрада спојева почиње тек након што су огољене. Фитинге и цеви треба очистити четком и, ако је потребно, протрљати брусним папиром. У зависности од складиштења комуникација, такође се препоручује да се њихови зглобови третирају алкохолом за одмашћивање;
Даље, танак слој флукс пасте се наноси на место где ће се лемити бакарне цеви и монтирати фитинги који ће бити уграђени за повезивање делова комуникације;
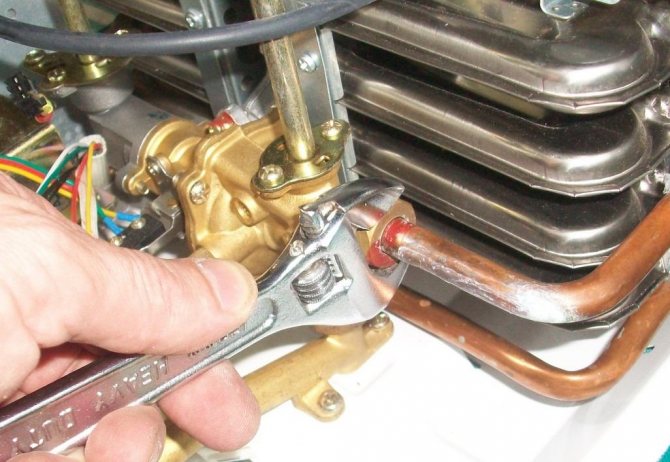
Сада се горионик укључује на жељену температуру. Лемљење мора бити изведено тачно дуж ивице спојева, а место спајања спојнице мора се загрејати бакљом.За заваривање водоводних комуникација најпогодније је радити са лимом, јер се апсорбује у метал и можете уштедети време на загревању спојева;
Потребно је лемити цеви не више од 20 секунди, јер је максимална температура горионика преко 1000 степени. Будите опрезни, у неким условима је потребно заваривање на ниским температурама, па је препоручљиво да знате коју врсту цеви имате;
Након што се изведе монтажа канализације
Веома је важно да одмах не укључите воду у водовима, иначе се веза неће имати времена да се охлади и биће прекривена пукотинама - то ће негативно утицати на непропусност везе. Просечно време хлађења бакра је од 30 минута до два сата.
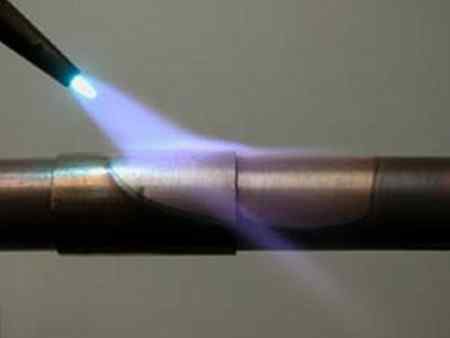
За заваривање бакарних цеви са малом разликом у пречнику користи се технологија "капиларног лемљења". Омогућава вам да повежете појединачне комуникације помоћу лемилице са разликом до 0,5 мм. У овом случају, лем испуњава простор између цеви. Ово омогућава уградњу система без шава. У техници се користе тврди лемови, који имају побољшану заштитну функцију.
Велики део успеха лемљења зависи од врсте лема који се користи. Најчешће, бакарне цеви су заварене сребром, месингом и калајем, који имају велике брзине протока. Мање уобичајено, рад се обавља са алуминијумом.
Одмах можете купити не само машину за лемљење бакарних цеви, већ и сет експандера и фитинга који ће бити потребни за ожичење канализације без професионалног водоинсталатера. Пре него што почнете са радом, саветујемо вам да прођете обуку у технологији или барем погледате видео.










Методе лемљења бакарних делова
За повезивање бакарних цеви користе се само две методе лемљења.Сваки од њих се користи у складу са спецификацијом дела и карактеристикама. Лемљење бакарних цеви "уради сам" подељено је на:
- На високим температурама се иначе назива "чврстим". Индикатор температуре у овом режиму достиже 900 °. Ватростални лем вам омогућава да направите шав са високим индикаторима чврстоће, овај метод се користи у производњи цевовода који су подложни великим оптерећењима.
- Процес меког лемљења се изводи на температурама од 130 °, користи се у домаћим апликацијама када се ради са цевима пречника до 1 цм.Технологија укључује спајање пристајањем, претходну обраду пастом за флукс.
Током рада, важно је не заборавити да снага пламена који даје горионик може достићи 1000 степени. Због тога се обрада спојева не сме обављати дуже од 20 секунди.
Када се загреје, меки лем почиње да се топи и пуни спој.
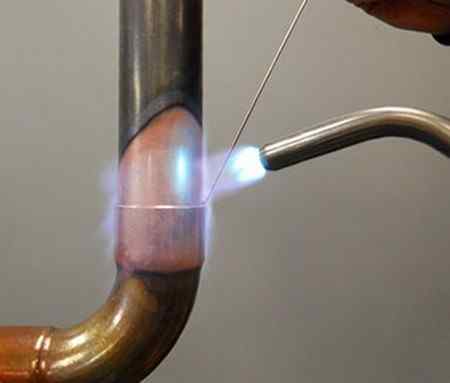
Карактеристике високотемпературних једињења
У методи високотемпературног лемљења, метал се пече на 700 ° Ц и више, што доприноси омекшавању метала. За лемљење се користи пламена опрема која је способна да топи тврде лемове. Лем се састоји од њиховог бакарно-фосфорног састава, производи се у облику шипки. Процес лемљења бакарних цеви не подразумева употребу флукса, пратећи редослед акција, могуће је правилно попунити спој.
Високотемпературни прикључак бакарних цеви
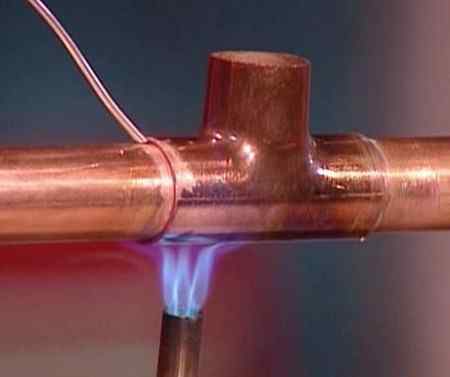
Процес почиње када се штап за лемљење топи, радни кораци су:
- након монтаже, спојни шав се загрева;
- лем у чврстом стању се доводи до споја, чије омекшавање врши гасни горионик;
- када се визуелно потврди да се лем наноси на метал, цев се мора окретати, пристајање се мора проверити дуж целог периметра.
Главне предности ове методе је висока чврстоћа споја бакарних цеви, ако је потребно, могуће је променити пречник прикључка са мањом страном. Високе температуре током рада не могу уништити шав. Тврдо лемљење захтева одређене вештине, током рада је могуће прегревање, што доводи до уништења метала.
Лемљење
Сваки процес захтева одговоран приступ обављању посла. За грејање се користи пропан или бензински горионик када се користи меки лем спајањем бакарних цеви
Важно је знати да ће горионик са пиезо паљењем значајно смањити време рада, а куповина скупих модела без ове функције није препоручљива.
Технолошки процес
У процесу је важно користити висококвалитетне додатке, флукс паста игра важну улогу у вези. Равномерно покривање делова бакарне цеви постиже се меком четком, након наношења вишак се уклања крпом
Температура горионика може да достигне 900 степени, при лемљењу је важно да се производ не претера, иначе ће доћи до прегревања.
Мере предострожности приликом лемљења бакарних цеви
Бакарне цеви се користе као проводници флуида са добрим антикорозивним својствима. Уградња бакарних цеви се не може извршити да би се обезбедила вода за пиће. Бакар долази у контакт са хлором који се додаје за пречишћавање воде и може да формира супстанце штетне за људски организам.За артешке изворе, бунари нису опасни за употребу.










Лемљење бакра са рукавицама
Важно је користити висококвалитетне алате, радити у рукавицама и пратити стање опреме. Топлотна проводљивост метала је прилично висока, када се један од чворова загреје и не поштују мере предострожности, могуће је добити опекотине
Висококвалитетни шав се може добити у одсуству спољних фактора у облику оптерећења док се спој потпуно не охлади.
Упутства за меко лемљење
Пажња: ивица цеви и сама цев морају бити савршено равне и равне - од тога ће зависити квалитет делова за причвршћивање, па је за резање цеви најбоље користити резач цеви
- Користећи експандер цеви, повећајте пречник фитинга, помоћу бевелера очистите ивице цеви.
- Исполирајте унутрашњу страну фитинга четком, спољну страну цеви четком.
- Четкицом нанесите пасту за лемљење - флукс - на фитинг и цев и одмах причврстите делове, избегавајући било какву врсту контаминације.
- Користите горионик за лемљење да нежно загрејете спој, крећући се по целој равни. Критеријум за добро загревање је промена боје пасте.
- Завршите загревање делова који се спајају, нанесите лем преко целе површине споја. Жица за лемљење се не сме додиривати пламеном горионика: лем се мора растопити на бакарној површини цеви, управо од њене температуре без интервенције ватре.
- Сачекајте природно хлађење споја - без икаквих средстава за хлађење.
- Обавезно уклоните преосталу пасту из цеви влажним сунђером. Његов ефекат је потребан само при лемљењу: уништава заштитни слој бакарне базе.
Пажња: делови током лемљења и привремено након лемљења морају бити добро причвршћени, јер се бакарне цеви могу лемити само у стационарном положају. Спој на месту причвршћивања делова мора бити чврст и равномеран.
Резултат ће бити могуће проверити тек када се у цевоводу укључи довољан притисак воде, али ако је лемљење прошло добро, поузданост везе се ни на који начин не смањује од температуре воде, могућих падова притиска или с времена на време
Спој на месту причвршћивања делова мора бити чврст и равномеран. Резултат ће бити могуће проверити тек када се у цевоводу укључи довољан притисак воде, али ако је лемљење прошло добро, поузданост везе се ни на који начин не смањује од температуре воде, могућих падова притиска или с времена на време.
Причвршћивање бакарних цеви са другим материјалима
Постоји неколико важних нијанси повезаних са могућностима повезивања бакарних конструкција са производима од других метала:
- Причвршћивање бакра и поцинкованог челика може негативно утицати на стање цевовода од поцинкованог челика: хемијске реакције између цинка и бакра доводе до уништења првог.
- Бакарни причвршћивачи од челика, пластике и месинга су сигурни и не кородирају метале.
Стога, ако постоји потреба за причвршћивањем бакарних и поцинкованих цеви, онда се то може урадити само уз помоћ месинганог фитинга и само у једном правцу: кроз циркулацију воде од поцинковане цеви до бакарне цеви.
Бакарне цеви се причвршћују на пластичне или челичне цеви само помоћу месинганих потисних спојница.Главно причвршћивање система се одвија помоћу стезног прстена и стезне матице фитинга: они су причвршћени стандардним бројем окрета наведених у техничкој подршци фитинга и морају се периодично проверавати током рада на могуће цурење или отпуштање.
Митови о бакарним цевима
Због недостатка навике бакра као материјала за системе за гас, водовод и грејање, савремени домаћи потрошач има одређено неповерење према овом металу. Постоје два мита:
- Бакарне цеви су опасне када су у контакту са хлорисаном водом. Наравно, бакар, започињући реакцију са елементима хлора, оксидира, али филм који се појављује унутар цевовода, напротив, штити цеви од различитих хемијских дејстава и апсолутно је безбедан за људско тело.
- Бакарни цеви су скупи и непрактични, упркос високим трошковима. Непрактичност се објашњава вероватном оксидацијом спољне стране цеви, док су изнутра бакарне цеви такође оксидоване, али су потпуно имуне на корозију. Скупља цена бакарних цеви је више него покривена издржљивошћу материјала и лакоћом уградње уради сам.
Али такви митови могу бити уништени само дугогодишњом праксом. Није за ништа што се овај метал користио у водоводним системима пре неколико векова, а до сада бакар има заслужено признање у европским земљама. Због лакоће уградње и квалитета материјала, пожељније су бакарне цеви за кућне водоводе, које ће сигурно наћи нове поклонике у нашој земљи.





![Лемљење бакарних цеви уради сам [избор бакље, видео, савети]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Како одабрати прави лем?
Исправно одабрани лем ће помоћи да се организује комуникациони систем било које сложености без много напора. Када је у питању рад код куће, требало би да користите материјал који се топи на ниским температурама.
Употреба високотемпературних тврдих топљивих елемената у свакодневном животу је проблематична, јер захтева загревање радне легуре на 600-900 степени. То је прилично тешко постићи без посебне опреме.
Лемљење прехрамбеног бакра може се вршити специјалним лемовима који не садрже токсичне, отровне и агресивне елементе који могу штетити здрављу
Употреба метала и њихових деривата који се топе на високим температурама повезана је са одређеним ризиком. Током обраде могу оштетити или чак изгорети кроз бакарну цев танког зида.
Да би се то спречило, има смисла узети јак, али меки лем са ниским топљењем, а чврсту верзију оставити за комуникације од бакра са дебелим зидовима.
Када се не очекују велика оптерећења система, уопште није неопходно користити лем који се брзо топљује, осим ако није другачије потребно. У главним кућним комплексима, меки лемови од лаких легура су сасвим довољни за стварање поуздане везе.
За повезивање бакарних цеви у гасним мрежама, вреди изабрати лемове који садрже сребро. Пружају максималну чврстоћу споја, неутралност вибрација и високу отпорност на спољашње и унутрашње утицаје.
Плаћање сребра коштаће мало више, али сигурност, поузданост и издржљивост система ће временом исплатити све финансијске трошкове.
Прикључци за пресовање под високим притиском
Напредак у технологији везивног пресовања и у развоју материјала за о-прстенове омогућио је примену везних пресова на системе високог притиска. Међутим, системи високог притиска захтевају нешто другачије конфигурације чељусти за пресовање.
Резултат производње спојног чвора техником двоструког пресовања од 360º
Везивање спојева за пресовање за нископритисне, процесне и немедицинске линије компримованог гаса користе један стандардни шестоугаони облик за пресовање.
Везивање под већим притиском захтева употребу специјално дизајнираних пресова и чељусти за стезање да би се обезбедило двоструко савијање од 360° на фитингу.
Метод #4: Пусх-цоннецт веза
Посебност методе утичног монтаже је да за монтажу нису потребни додатни алати, горионици, специјални гориви гасови или струја. Монтажа на утискивање је обезбеђена интегрисаном заптивком од еластомера и прстеном за држање од нерђајућег челика.
Погодан у сваком погледу и прилично практичан за рад, начин склапања склопа уметањем притиском (пусх-цоннецт)
Типични опсези притиска и температуре за утичне склопове су приказани у табели:
| Врста склопа | Опсег притиска, кПа | Опсег температуре, ºЦ |
| Уложак за утискивање, Д = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плус 120 |
Постоје две уобичајене врсте фитинга за ову врсту склопа. Обе опције стварају јаке, поуздане чворове.Међутим, док један тип утикача омогућава да се склоп лако уклони након инсталације, као што је за одржавање система, други не подржава ову конфигурацију. Ови моменти се међусобно разликују.








Врсте окова за утичне прикључке: лево - склопиви дизајн; десно - неодвојиви дизајн
Пре склапања склопа потребно је извршити све припремне поступке са бакарном цеви, као што је већ описано
Овде посебну пажњу треба обратити на чишћење закошеног краја бакарне цеви брусним папиром, најлонском абразивном крпом или санитарном крпом. Ове радње осигуравају интегритет заптивне заптивке у тренутку уметања бакарне цеви у тело фитинга.
Монтажа укључује извођење крутог потискивања, истовременог увијања усмереног у тело окова. Померање бакарне цеви унутар фитинга се врши све док бакарна цев не наслони на полеђину чаше фитинга. Овај тренутак се обично означава претходно направљеном ознаком дубине уметања на површини бакра.
Уз помоћ информација: Купер