- Карактеристике и техничке карактеристике цеви за воду и гас
- Стандарди и димензије челичних цеви
- Параметри за праве шавове
- Прописи за електрозаварене спирално-шавне цеви
- Захтеви за бешавне топло обликоване производе
- Стандарди за хладно обликоване бешавне цеви
- Особине и карактеристике производа воде и гаса
- Шема цеви од нодуларног гвожђа
- Спецификације
- Зашто одабрати метал за системе грејања
- Врсте цеви по начину производње
- Бешавне топло обликоване челичне цеви ГОСТ 8732
- Челичне цеви бешавне хладно деформисане у складу са ГОСТ 8734
- Електрично заварене челичне цеви према ГОСТ 10704
- Предности и мане металних цеви
- Који су ГОСТ-ови за челичне цеви
- Производња челичних цеви: основне методе
- Како се производе електрично заварени производи са правим шавом?
- Производња електрозаварених спиралних шавова
- Производња топло обликованих бешавних производа
- Карактеристике производње хладно обликованих цеви
- Преглед производа водећих произвођача
- Произвођач #1 - бренд ХОБАС
- Произвођач # 2 - Компанија за стаклене композите
- Произвођач #3 - бренд Амиантит
- Произвођач #4 - компанија Полиек
- Правоугаона цев
Карактеристике и техничке карактеристике цеви за воду и гас
ВГП цеви су производи који имају заварени шав.Њихова производња је много јефтинија од производње чврсто ваљаних цеви. Чврсти стандарди омогућавају производњу заварених цеви које нису инфериорне чврстоће у односу на чврсто ваљане цеви. За заштиту, цинк премаз се наноси и унутар цеви и на њеној спољној страни.

Поцинковане ВГП цевоводе одликују:
- отпорност на корозију;
- дуг рад без проблема;
- свестраност употребе;
- релативно ниска цена.
Електрозаварене цеви разликују црне (без антикорозивног премаза) ВГП цеви и поцинковане цеви. Званични захтеви за ове материјале наведени су у ГОСТ 3262-75. Округле ВГП цеви из производње се производе глатке, са навојем или спојницом. Навој се разликује по локацији (спољашњи или унутрашњи) и начину наношења (наребрени, исечени).
Навој за ваљање не сме да смањи унутрашњи пречник цеви за више од 10%. Не постоје строги захтеви за величину навоја - може бити дуга или кратка.
Уобичајено за обликоване и заварене округле челичне цеви је њихова употреба у урбаној инфраструктури, а не везана за транспортне комуникације. То је пројектовање билборда, уређење урбаног уличног простора, суседних територија, изградња игралишта. "Не-језгро" употреба поцинкованих цеви достиже значајан обим.
Препоручујемо да прочитате: Које је грејање боље и како га уградити у приватну кућу
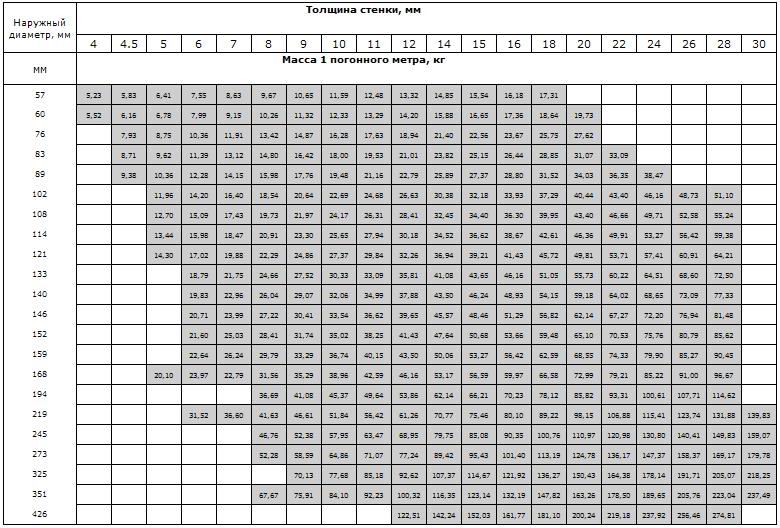
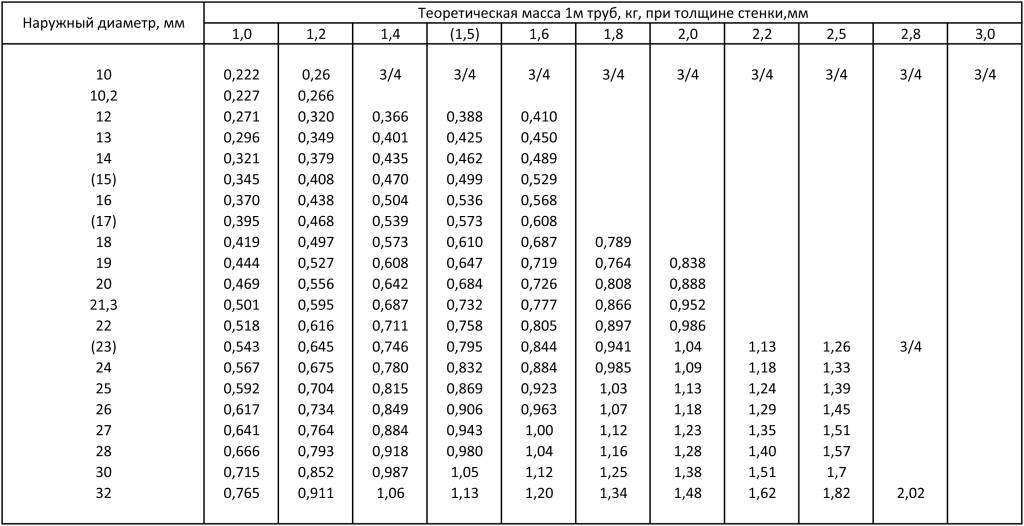
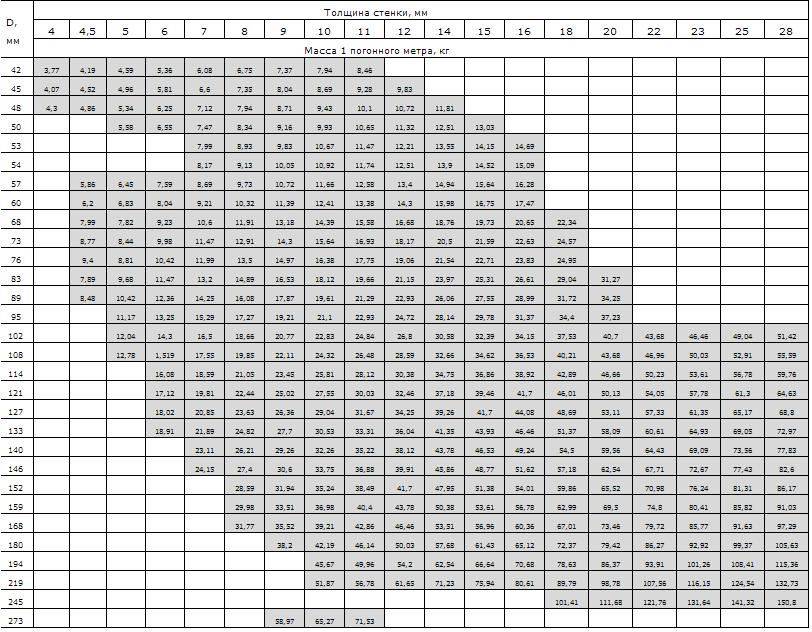
Значајна карактеристика ВГП материјала цеви је дебљина зида. Најдуготрајније цеви су поцинковане цеви са дебелим зидовима.
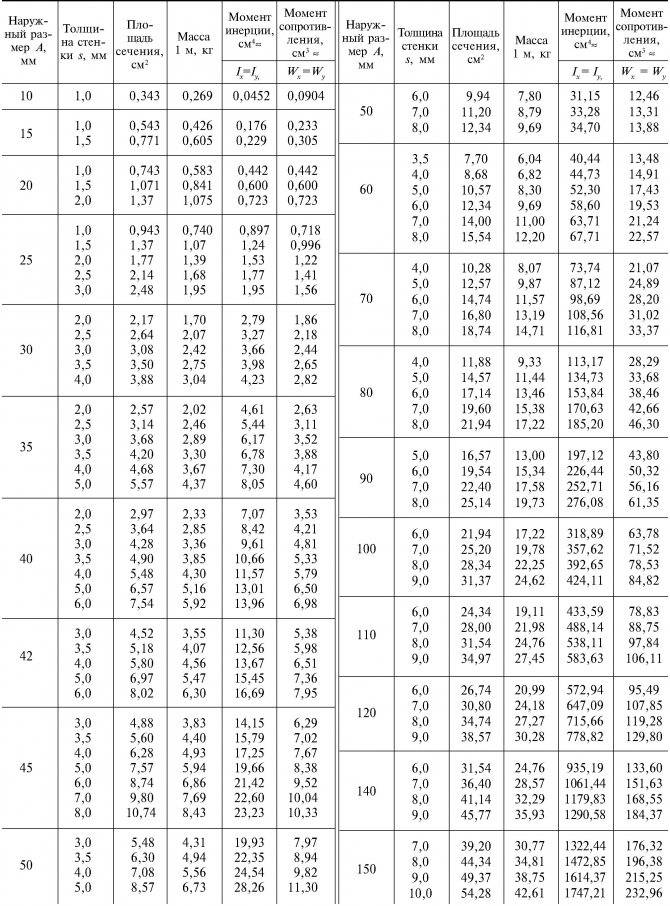
Треба имати на уму да дебљина зида цеви утиче на његов пречник и тежину. Спољна димензија поцинковане челичне ВГП цеви остаје непромењена, без обзира на дебљину зида.Тако ће најбољу пропусност, цетерис парибус, показати цев са танким зидовима. Цеви се производе према димензијама и тежини датим у табели, димензије су назначене у мм.
Са обрнутим односом радног притиска. Танкозидна цев може издржати до 25 атм., Дебели зидови - до 35 атм.
Цеви са просечном дебљином зида називају се обичним. Куповина цевних производа ове врсте врши се по тежини, односно потрошач не плаћа по метру, већ је цена везана за тежину производа.
Стандарди и димензије челичних цеви
За цеви од ваљаног челика постоје посебни стандарди и ГОСТ. Ови параметри описују начин производње производа, његове основне димензије, пресек и дебљину зида. Фокусирајући се на ове информације, одређује се област употребе одређеног дела.
Параметри за праве шавове
Производња електрозаварених цеви са равним шавом регулисана је ГОСТ 10704-91. Према његовим речима, спољни пречник производа је 10-1420 милиметара, а дебљина зида варира од 1 до 32 милиметра.
Арматура, која не прелази 426 милиметара у пречнику, има измерену и неизмерену дужину. У посебним случајевима, цеви се израђују са јачим, ојачаним шавом, али за њих постоји посебан посебан стандард - ГОСТ 10706.

Челичне електро заварене цеви са равним шавом су свестран материјал са широким спектром примене. Пристојан квалитет и ниска цена чине њихову употребу релевантном како у великим објектима тако иу свакодневном животу.
Цеви овог типа се најчешће користе за полагање технолошких комуникационих система са умереним притиском и стварање практичних, практичних и лаганих металних конструкција за различите намене.
Прописи за електрозаварене спирално-шавне цеви
Производња електрозаварених цеви са спиралним шавом врши се у складу са ГОСТ 8696-74. Спољни пречник таквих производа је 159-2520 милиметара, дебљина зида се креће од 3,5 до 25 милиметара, а дужина је 10-12 метара.

Електрично заварене цеви са спиралним шавом су скупље од својих уздужних колега. Међутим, трошкови су добро оправдани, посебно ако систем захтева беспрекорно тачну, савршену везу.
Овако направљене цеви су издржљивије и имају способност да издрже висок притисак. Стандард им омогућава да се користе и за кућне и индустријске сврхе, за стварање поузданих, запечаћених и оперативно стабилних комуникационих система.
Захтеви за бешавне топло обликоване производе
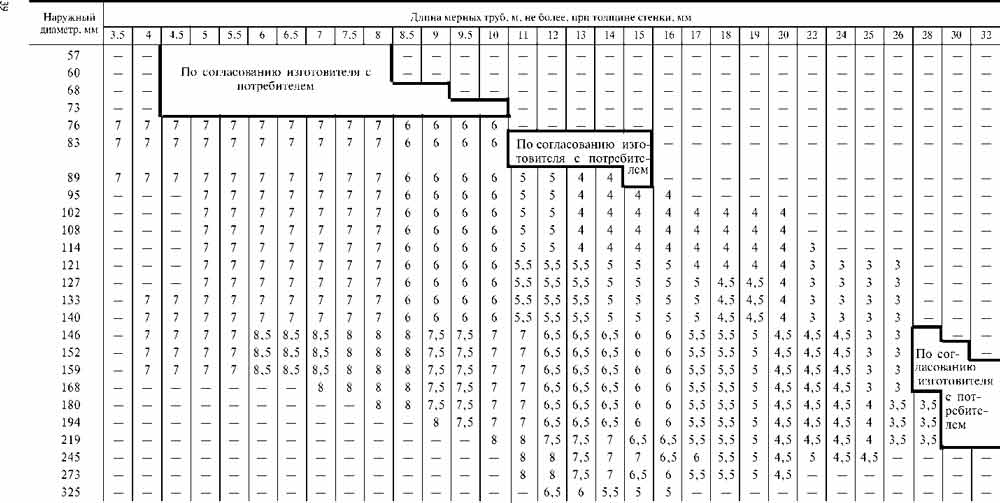
Стандарди за бешавне топло обликоване цеви описани су у ГОСТ 8732-78. Дебљина њихових зидова је 2,5-75 милиметара, а пречник варира од 20 до 550 милиметара. У дужини, мерене и неизмерене, величина се креће од 4 до 12,5 метара.





Бешавне цеви направљене врућом деформацијом се практично не користе у свакодневном животу. Најчешће се користе за индустријске системе са повећаним захтевима за поузданост и непропусност.
Цеви овог типа се користе за транспорт високо токсичних супстанци за хемијску индустрију. Одсуство шава гарантује немогућност цурења и уласка штетних материја у земљу или атмосферу.
Способност лаког издржавања константног високог притиска чини бешавне цеви релевантним за индустрију нафте и гаса.
Стандарди за хладно обликоване бешавне цеви
Челичне хладно ваљане цеви се производе у складу са ГОСТ 8734-75. Спољни пречник арматуре варира од 5 до 250 милиметара, а дебљина зида је 0,3-24 милиметара. Производи се производе у насумичним дужинама од 1,5 до 11,5 метара и мерним дужинама од 4,5 до 9 метара.

Бешавне хладно ваљане челичне цеви дебелог зида користе се на исти начин као топло обрађене цеви. А танкозидне се најчешће користе тамо где је потребна комбинација беспрекорне чврстоће и мале тежине (ваздухопловна индустрија, бродоградња итд.)
Бешавне челичне цеви произведене хладним обликовањем показују високу чврстоћу, радну стабилност и поузданост током целог периода употребе.
Особине и карактеристике производа воде и гаса
Цеви за гас и воду се производе према прописима ГОСТ 3262-75. У посебном стандарду, ова врста ваљаног метала се издваја само због ужег обима.
Спољни пречник производа је 10,2-165 милиметара, а дебљина зида се креће од 1,8-5,5 милиметара. Опсег величина за случајне и измерене дужине је исти - од 4 до 12 метара.

Водоводне и гасне цеви се углавном користе за њихову намену: за организацију водоводних и гасних комуникационих система. Понекад се користе за креирање лаганих структура или се користе у индустрији намештаја за прављење стилских предмета за декорацију ентеријера.
Стандард предвиђа производњу не само конвенционалних, већ и поцинкованих цеви за воду и гас.
Шема цеви од нодуларног гвожђа
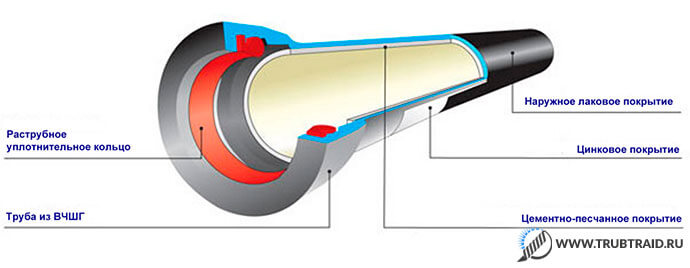 Визуелно цртање цеви од ливеног гвожђа високе чврстоће са сферним декантером
Визуелно цртање цеви од ливеног гвожђа високе чврстоће са сферним декантером
Као што постаје јасно, дизајн се састоји од неких спољашњих и унутрашњих елемената:
- Заптивни прстен: овај заштитни слој је потребан за повећање чврстоће структуре. Такође служи као осигурач у случају да се цев поквари или деформише.
- Цинк премаз: неопходан за значајно смањење утицаја корозије на спољашњу површину конструкције.
- Цементно-пешчани премаз: служи као нека врста уземљења против дејства струје на површину цеви. У случају удеса са електричном струјом, овај заштитни слој ће преузети највећи део ударца.
- ВЦхСхГ: заправо главни материјал од којег је направљена структура.
- Завршни слој: садржи најмање нечистоћа и легура, јер има најмање оптерећење.
Ова шема представља физичке и математичке величине, на основу којих се врше прорачуни и постављају димензије конструкција.
Опис:
- Белл, Д: физичка величина која карактерише основни параметар на почетку производње - нулти циклус. То је основа за изградњу цевних конструкција.
- Називни пролаз, ДН: називна вредност која карактерише проходност транспортне супстанце кроз унутрашње канале цеви.
- Просечан пречник, ДЕ: Условни параметар који се користи за израчунавање простора између унутрашњег, спољашњег и средњег пречника.
- Површина зида цеви, С: основни параметар у прорачуну главних делова цеви.
- Л и Л1: дужина појединих делова конструкције.
Спецификације
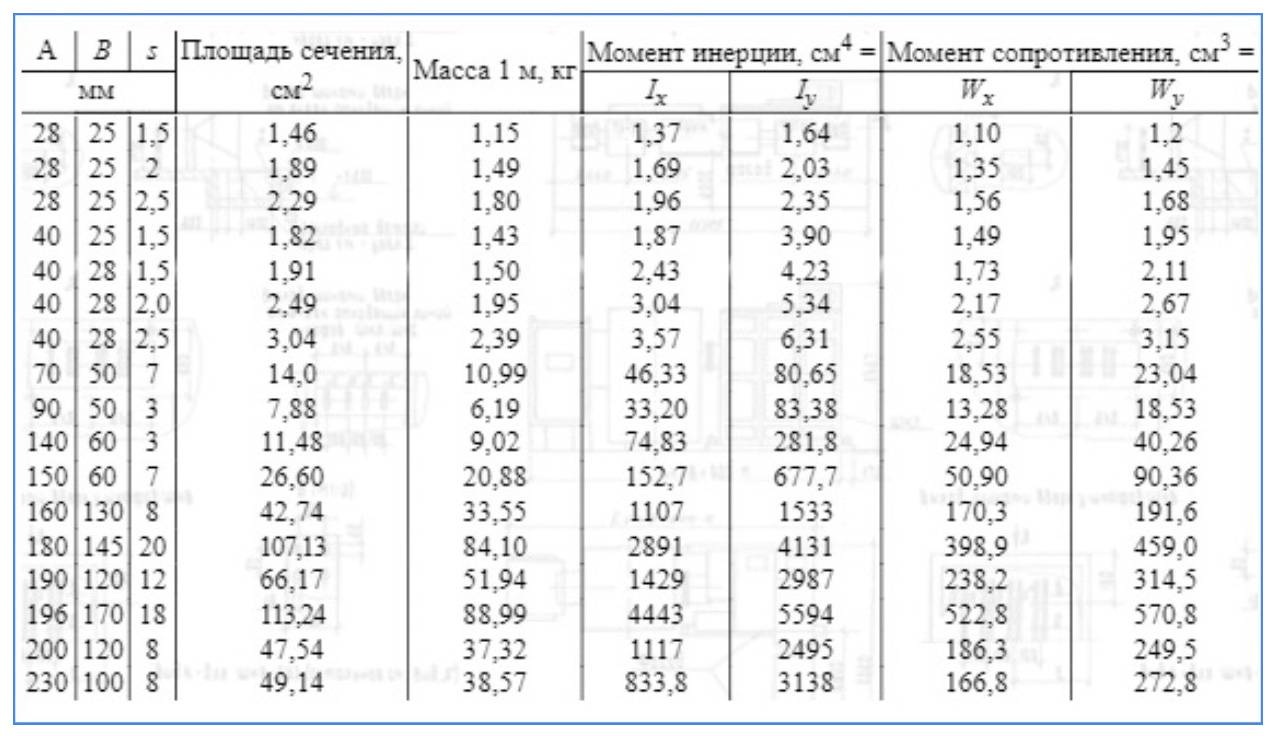
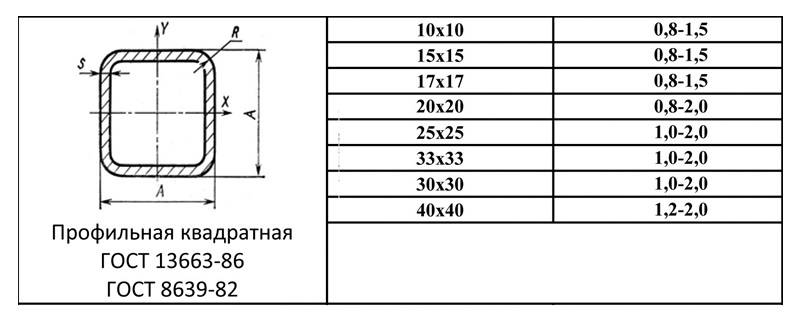
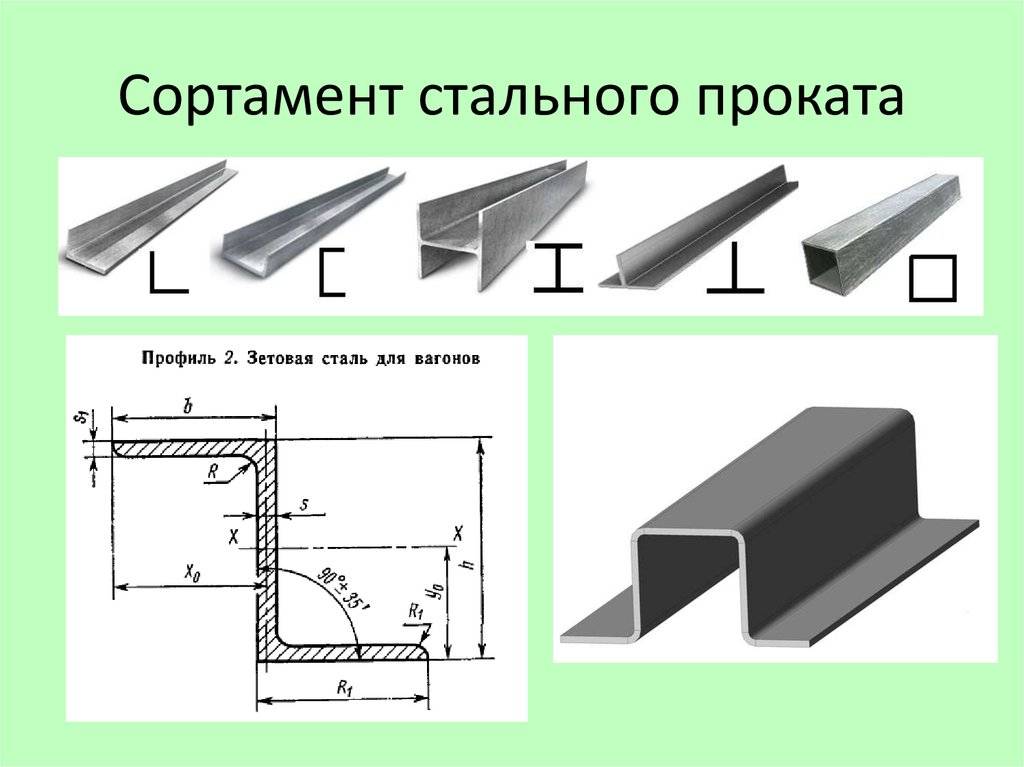
Размотрите главне техничке карактеристике профилне челичне цеви:
- Преглед профила. Његови главни типови су квадратни, правоугаони и овални.Овај критеријум одређује поделу профила цеви у општем асортиману.
- геометријске димензије. За правоугаоне погледе, то су ширина и висина. Као и дужина сваког сегмента.
- Дебљина зида. Прилично значајан детаљ, јер управо он одређује обим даље употребе.
- Тежина. Једнако значајна оцена која одређује ниво квалитета робе. Преко тежине и геометријских димензија можете сазнати дебљину зида. Ово постаје веома корисно у ситуацијама када могућност приступа мерењима није доступна.
Описујући челичне професионалне цеви, треба напоменути да је њихов опсег одређен ГОСТ 8639-82. У овом документу разликују се три главне врсте профила:
- Хладно обликовано.
- Топло ваљани.
- Елецтровелдед.
 Прва два су бешавна, а трећи се производи од лимова помоћу заварених технологија.
Прва два су бешавна, а трећи се производи од лимова помоћу заварених технологија.
Треба напоменути да свака карактеристика цеви зависи од низа њених других индикатора. Из ових разлога можемо закључити да присуство табеле са одговарајућим израчунатим вредностима ГОСТ-а олакшава да се сазна колико је висок ниво квалитета код једног или другог произвођача.
Зашто одабрати метал за системе грејања
Више од двадесет година практично није било алтернативе челичним цевима - угљеничним (колоквијално црни метал), поцинкованим, нерђајућим челиком. У то време нису чули за употребу бакра за грејање, пластичне цеви нису ни помињане у напредним научним часописима. Сада се ситуација радикално променила: неколико врста јефтине високотехнолошке пластике снажно је избацило метал из система грејања.

Ипак, металне цеви су и даље незаменљиве у многим ситуацијама: када системи раде на веома високим радним притисцима, у врућим радњама, када се од цевовода захтева висока чврстоћа.
Врсте цеви по начину производње
Постоје следеће методе производње цевовода: топло обликовани, хладно обликовани, електрично заварени. Димензије и максимална одступања производа, материјала израде регулисани су асортиманима за округле челичне цеви, различитим асортиманима за сваки начин производње:
Бешавне топло обликоване челичне цеви ГОСТ 8732
Производња цеви се одвија у три фазе. У почетку, у округлој гредици загрејаној на 900-1200 степени, на специјалним машинама се пробуши рупа, као резултат тога се добија рукав. Затим се чаура умотава у нацртну цев, а последња фаза је димензионисање, ваљање са коначним димензијама у смислу дебљине и пречника.





Димензије производа добијених овим начином производње могу бити: спољни пречник 16-630 мм, дебљина зида 1,5-50 мм. Образи производа су подељени у неколико група, у зависности од материјала који се користи за производњу:
- А - механичка својства производа су нормализована.
- Б - хемијски састав се регулише током производње.
- Б - механичка својства и хемијски састав се истовремено регулишу;
- Д - хемијски састав је нормализован и механичка својства се проверавају на прототиповима;
- Д - регулисана је вредност испитног притиска током верификације.
Производња топло обликованих цеви
Челичне цеви бешавне хладно деформисане у складу са ГОСТ 8734
За ваљање се користе округле челичне гредице.Радни предмет се загрева у специјалним пећима до температуре почетка кристализације да би се добила неопходна пластичност. Затим се шије и улази у ваљаоницу, где се уз помоћ ваљака формирају грубе димензије производа. Последња операција је димензионисање и сечење на одређену дужину.
За разлику од топло обликоване цеви, хладно обликована цев добија додатну топлотну обраду током калибрације, што такве производе чини стабилним и издржљивим.
Хладно обликовани производи су подељени у следеће категорије, где је главни критеријум однос пречника Д према величини зида С:
- Посебно танких зидова, са односом Д/С већим од 40. Ако је димензија Д = 20 мм или мање, димензија С = 0,5 мм или мање.
- Танкозидне, са односом Д / С од 12,5 и мање од 40. Поред тога, цеви са Д = 20 мм. и мање, при С=1,5 мм, и мање.
- Дебелих зидова, са односом Д/С од 6 до 12,5.
- Посебно дебелих зидова са односом Д/С мањим од 6.
Танкозидне и екстра-танкозидне цеви се користе у различитим хидрауличким системима, аутомобилским моторима, индустријским расхладним системима, као иу медицинској и прехрамбеној индустрији. Главна примена цеви са дебелим зидовима је у индустрији нафте и гаса.
Хладно ваљани производи танких зидова
Електрично заварене челичне цеви према ГОСТ 10704
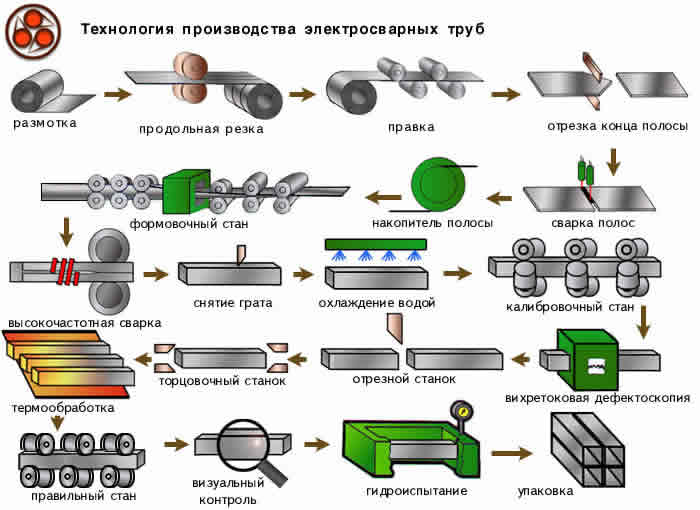
Технологија производње укључује неколико фаза, које су комбиноване у један континуирани процес:
- Сечење листова. Изводи се на машинама високе прецизности и омогућава вам да добијете празнине исте величине.
- Да би се добила бескрајна трака, траке су заварене заједно, претходно пропуштене кроз систем ваљака како би се елиминисали површински недостаци.
- Добијени радни предмет пролази кроз систем хоризонталних и вертикалних ваљака, помоћу којих се формира производ.
- Заваривање ивица се врши помоћу високофреквентног заваривања. Ивице радног предмета се загревају индуктором до температуре топљења, а затим се стисну ваљцима за пресовање. Други начин, када се ивице загревају високофреквентним генератором, струја се примењује на ивице помоћу контаката.
- Калибрација и уклањање ивица. Радни предмет се хлади, а затим пролази кроз калибрационе ваљке како би се елиминисала овалност и обезбедиле потребне димензије.
- Резање производа. Празнине су исечене на потребну величину.
- Контрола квалитета произведених производа врши се на три начина: преглед завара, испитивање високим притиском воде и равнање. За контролу завара углавном се користи ултразвучна метода. Детектор грешака се налази директно на линији након операције заваривања. 100% производа је подложно контроли. 15% производа из серије је подвргнуто хидротестирању. И два производа из серије пролазе тест спљоштења.
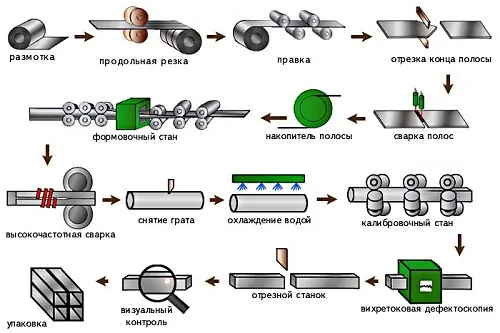 Шема за производњу електрозаварених цеви
Шема за производњу електрозаварених цеви
Електрозаварени цевоводи се широко користе у полагању инжењерских мрежа које могу издржати велика оптерећења и притиске. Производи пречника 1200 мм. користи се при постављању скоро свих магистралних гасовода и нафтовода.
Предности и мане металних цеви
Предности металних производа:
- снага. Челик, бакар и ливено гвожђе су у стању да издрже много већи притисак од пластике и много су отпорнији на водени чекић;
- чврстоћа као гаранција неразарања цеви при раду у продавницама - често у производним условима постоји могућност њиховог оштећења током рада механизама за подизање, опреме, ванредних ситуација у врућим радњама. Када је грејање отворено између зграда, потребна је и довољна чврстоћа конструкције - метал мање мења геометрију када се загрева, метал је отпорнији на вандализам;
- отпоран на ватру;
- отпорност на температурне флуктуације;
- безопасност за људе;
- отпорност на ултраљубичасто зрачење;
- заварени систем је у сваком случају више херметичан од монтажних конструкција, а то може бити одлучујуће при уградњи гасних система;
- ниска топлотна експанзија - метал се не савија и не мења своју конфигурацију када се загреје, попут пластике;
- дуг радни век.
- топлотна проводљивост. Метални систем грејања служи као додатни извор топлоте у просторији; када постављате цеви око периметра зграде, можете мало загрејати углове просторија, повећати кретање ваздуха у њима и заштитити их од влаге, гљивица и плесни.
Општи недостаци металних цеви:
- за челик и ливено гвожђе - склоност корозији;
- велика тежина;
- за челик и ливено гвожђе - прерастање са калцијумовим и магнезијумовим солима унутрашње површине;
- сложена уградња заваривањем или навојним спојевима.
Који су ГОСТ-ови за челичне цеви
Списак техничких индикатора било које врсте челичних цеви директно зависи од тога који је метод производње коришћен.Све ово се утврђује уз помоћ ГОСТ-а, чије ће познавање, барем, омогућити да се узму у обзир препоруке за рад одређене врсте цеви.
Тренутно се најчешће користе следећи регулаторни документи за производњу челичних цеви:
ГОСТ 30732-2006. Усвојен је 2006. године: његове одредбе се односе на цеви и фитинге од челика обложене топлотноизолационим слојем.
Челични производи, где се користи термоизолација од полиуретанске пене и полиетиленски омотач, или заштитни челични премаз, користе се у случајевима када је потребно положити подземне мреже за грејање. Температура расхладне течности не би требало да прелази 140 степени (повећање на 150 степени је дозвољено само за кратко време). У овом случају, притисак у систему не би требало да прелази 1,6 МПа ГОСТ 2591-2006 (88).
ГОСТ, дизајниран за топло ваљани челик, усвојен је 2006. године, иако неки извори дозвољавају употребу старог ГОСТ-а - 2591-81. Документ садржи информације о квадратним челичним производима за чију је производњу коришћена "врућа" метода. Овај ГОСТ се примењује на све производе са бочним величинама од 6 до 200 мм.
Веће квадратне цеви се производе ако произвођач и купац саставе посебан уговор.ГОСТ 9567-75. Предвиђене су прецизне цеви од челика, за које се врши висока прецизна производња. Прави се разлика између хладно обликованих и топло ваљаних поцинкованих или хромираних прецизних цеви.
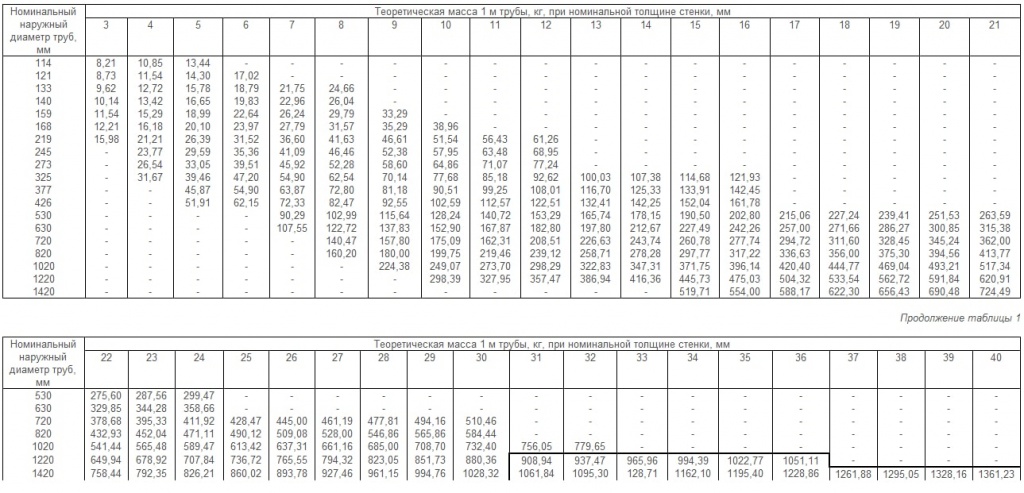
Индустрији машина посебно су потребни производи овог повећаног ГОСТ ГОСТ 52079-2003. Овим документом утврђују се стандарди за уздужно заварене и спирално заварене цеви од челика пречника 114 - 1420 мм.Од таквих укупних производа опремају се магистрални гасоводи, цевоводи којима се транспортују нафта и нафтни производи.
ГОСТ 52079-2003 указује да се кроз ове цеви могу преносити само производи који немају корозивну активност. Уз помоћ челичних цеви великих пречника могуће је транспортовати супстанце под притиском до 9,8 МПа. За околину је постављена минимална температура од -60 степени.



Истовремено, важно је знати да званично ГОСТ 52079-2003 више не важи: од 1. јануара 2015. на снази је нови ГОСТ 31447-2012.ГОСТ 12336-66. Његове одредбе се односе на затворене производе типа профила, са пресеком у облику квадрата или правоугаоника. Почев од 1. јануара 1981. овлашћења ГОСТ 12336-66 пренета су на ТУ 14-2-361-79, али релевантност његових одредби није изгубљена до данас ГОСТ 10705-91 (80)
Почев од 1. јануара 1981. овлашћења ГОСТ 12336-66 пренета су на ТУ 14-2-361-79, али релевантност његових одредби није изгубљена до данас ГОСТ 10705-91 (80).
Садржи листу техничких услова под којима се производе челичне електрозаварене цеви уздужног типа пречника од 10 до 630 мм. За производњу цеви према овом ГОСТ-у користи се угљенични или нисколегирани челик. Ови производи се користе у многим областима, али приоритет је цевовод за пумпање воде.
Одредбе стандарда не примењују се на челичне цеви од којих се израђују електрични грејачи ГОСТ 10706 76 (91). Односи се на електрозаварене челичне цеви уздужног типа, које имају општу намену. Као што следи из овог документа, пречник овог производа је у распону од 426 до 1620 мм ГОСТ 10707 80.
Ево стандарда према којима се производе електрично заварене хладно обликоване цеви различитог степена тачности: обичне, повећане и прецизне. Пречник производа који су циљани овим документом може бити од 5 до 110 мм: у овом случају се користи нелегирани угљенични челик. Понекад електрично заварени уздужно заварени производи имају референце на ГОСТ 10707 80 у пратећој документацији: то је због чињенице да је 1991. године одлучено да се продужи важење овог документа.
Производња челичних цеви: основне методе
Челичне цеви се израђују на неколико начина.
Најчешће опције производње су:
- електрозаварени директним шавом;
- електрично заварени са спиралним шавом;
- топло обрађен без шава;
- хладно ваљана без шава.
Избор одговарајућег метода обраде метала зависи од квалитета сировина и опреме која је доступна од произвођача.
Одвојени стандард регулише цеви за воду и гас. Међутим, то се не дешава јер постоји посебан начин производње за овај материјал, већ само на основу области примене.
У ствари, цеви овог типа су универзални електрично заварени производ са равним шавом. Типично, овај тип се користи у комуникационим системима са умереним притиском.
Како се производе електрично заварени производи са правим шавом?
Челични лим (трака) умотан у чврсту ролну се одмотава и сече на уздужне траке жељене дужине и ширине. Добијени фрагменти су заварени у бескрајни појас, чиме се обезбеђује континуитет у производњи.
Затим се трака деформише у ваљцима и радни предмет се претвара у производ округлог пресека са отвореним ивицама.Спојни шав се заварује методом лука, индукционим струјама, плазмом, ласерским или електронским сноповима.
Шав на челичној цеви, направљен у окружењу инертног гаса са волфрамовом електродом (активни елемент електролучног заваривања), прилично је јак и издржљив. Међутим, обрада траје дуго. Заваривање цеви високофреквентним индукционим струјама врши се скоро 20 пута брже, па је цена таквих производа увек много нижа
Након свих манипулација, округла челична цев се калибрише у ваљцима и врши се деликатна недеструктивна контрола чврстоће и интегритета шава ултразвуком или вртложним струјама. Ако се током процеса испитивања не пронађу грешке, радни предмет се исече на фрагменте планиране дужине и шаље у складиште.
Производња електрозаварених спиралних шавова
Производња челичних спирално-шавних цеви се одвија по истом принципу као и цеви са равним шавом, само се користе једноставнији механизми за производњу производа. Главна разлика је у томе што се резана челична трака намотава уз помоћ ваљака не као цев, већ као спирала. Ово обезбеђује високу тачност везе у свим фазама.
На цевима са спиралним шавом, у случају нужде, не формира се главна уздужна пукотина, коју стручњаци препознају као најопаснију деформацију било ког комуникационог система
Спирални шав се сматра поузданијим и даје цеви повећану затезну чврстоћу. Недостаци укључују повећану дужину шава, што захтева додатне трошкове за потрошни материјал за заваривање и више времена за повезивање.
Производња топло обликованих бешавних производа
Као бланк за стварање бешавне (чврсто вучене) челичне цеви врућом деформацијом, користи се монолитна цилиндрична гредица.
Загрева се на високој температури у индустријској пећи и вози кроз пирсинг пресу. Јединица претвара производ у чахуру (шупљи цилиндар), а накнадна обрада са неколико ваљака даје елементу жељену дебљину зида и одговарајући пречник.






Дебљина зида материјала цеви од челика произведеног врућом деформацијом достиже 75 мм. Цеви овог квалитета се користе у тешким условима рада иу комуникационим системима где су снага и поузданост главни приоритет.
У последњој фази, врућа челична цев се хлади, сече према наведеним параметрима и преноси у складиште готових производа.
Карактеристике производње хладно обликованих цеви
Почетна фаза процеса производње бешавних челичних цеви хладном деформацијом је идентична "врућој" верзији. Међутим, након проласка кроз млин за пирсинг, рукав се одмах хлади и све остале операције се изводе у хладном окружењу.
Када је цев у потпуности формирана, мора се жарити, прво је загрејати до температуре рекристализације челика, а затим поново охладити. Након таквих мера, вискозност структуре се повећава, а унутрашњи напони који неизбежно настају током хладне деформације напуштају сам метал.
Хладно обликоване челичне цеви могу се користити за постављање високо поузданог комуникационог система, у којем је ризик од цурења минимизиран.
Сада су на тржишту бешавне хладно ваљане цеви са дебљином зида од 0,3 до 24 мм и пречником од 5 - 250 мм. Њихове предности укључују висок ниво непропусности и способност да издрже висок притисак.
Преглед производа водећих произвођача
Међу разноврсним представљеним производима налазе се реномирани брендови са дуготрајном позитивном репутацијом. То укључује производе компанија: Хобас (Швајцарска), Гласс Цомпосите (Русија), Амиантит (концерн из Саудијске Арабије са производним погонима у Немачкој, Шпанији, Пољској), Амерон Интернатионал (САД).
Млади и перспективни произвођачи композитних цеви од фибергласа: Полиек (Русија), Арпипе (Русија) и Фабрика цеви од фибергласа (Русија).
Произвођач #1 - бренд ХОБАС
Фабрике бренда налазе се у САД и многим европским земљама. Производи Хобас групе заслужили су светско признање због свог одличног квалитета. ГРТ цеви везане за полиестер су ливене од фибергласа и незасићених полиестерских смола.

Хобас цевни системи се широко користе у канализационим, одводним и водоводним системима, индустријским цевоводима и хидроелектранама. Површинско полагање, микротунелирање и постављање вуче су прихватљиви
Карактеристике Хобас композитних цеви:
- пречник - 150-2900 мм;
- класа СН-ригидност - 630-10 000;
- Ниво ПН-притиска - 1-25 (ПН1 - цевовод без притиска);
- присуство унутрашњег антикорозивног премаза;
- отпорност на киселине у широком пХ опсегу.
Покренута је производња фитинга: колена, адаптера, прирубничких цеви и Т-прирубница.
Произвођач # 2 - Компанија за стаклене композите
Компанија Стеклокомпозит поставила је линију за производњу Фловтецх фиберглас цеви, техника производње је континуирано намотавање.
Укључена опрема са двоструким снабдевањем смоластих материја. Високотехнолошке смоле се примењују на полагање унутрашњег слоја, а јефтинији састав - на структурни слој. Техника омогућава рационализацију потрошње материјала и смањење трошкова производа.
Опсег Фловтецх цеви је 300-3000 мм, класа ПН је 1-32. Стандардни снимак - 6, 12 м. По наруџбини, производња је могућа унутар 0,3-21 м
Произвођач #3 - бренд Амиантит
Главне компоненте Амиантит Фловтите цеви су фиберглас, полиестерска смола и песак. Коришћена техника је континуирано намотавање, што обезбеђује стварање вишеслојног цевовода.
Структура од фибергласа укључује шест слојева:
- спољно намотавање неткане траке;
- енергетски слој - сецкани фиберглас + смола;
- средњи слој - фиберглас + песак + полиестерска смола;
- поновљени слој снаге;
- облога од стаклених нити и смоле;
- заштитни премаз од нетканих стаклених влакана.
Спроведене студије су показале високу отпорност на абразију - за 100 хиљада циклуса обраде шљунка губитак заштитног премаза износио је 0,34 мм.

Класа чврстоће Фловтите производа је 2500 - 10000, по захтеву је могућа производња цеви СН-30000. Радни притисак - 1-32 атмосфере, максимални проток - 3 м / с (за чисту воду - 4 м / с)
Произвођач #4 - компанија Полиек
Полиек ЛЛЦ производи различите модификације производа од фибергласа Фпипес цеви. Техника производње (непрекидно косо уздужно-попречно намотавање) омогућава вам да креирате трослојне цеви пречника до 130 цм.
Полимерни композитни материјали су укључени у израду кућишта цеви, секција стубова за подизање воде, водоводних цевовода и система грејања.
 Асортиман канализационих цеви од фибергласа - 62,5-300 мм, производи високог притиска - 62,5-200 мм, вентилациони канали - 200-300 мм, кућиште бунара - 70-200 мм
Асортиман канализационих цеви од фибергласа - 62,5-300 мм, производи високог притиска - 62,5-200 мм, вентилациони канали - 200-300 мм, кућиште бунара - 70-200 мм
Осим цеви од фибергласа на тржишту постоји много производа од других материјала - челика, бакра, полипропилена, метал-пластике, полиетилена итд. Који се, због приступачније цене, активно користе у различитим областима кућне употребе - уградња система грејања, водовода, канализације, вентилације итд.





Са карактеристикама цеви од различитих материјала можете се упознати у нашим следећим чланцима:
- Метално-пластичне цеви: врсте, техничке карактеристике, карактеристике уградње
- Полипропиленске цеви и фитинзи: врсте ПП производа за монтажу цевовода и методе спајања
- Пластичне вентилационе цеви за издувне гасове: врсте, њихове карактеристике, примена
- Бакарне цеви и фитинги: врсте, ознаке, карактеристике уређења бакарног цевовода
- Челичне цеви: врсте, асортиман, преглед техничких карактеристика и нијанси уградње
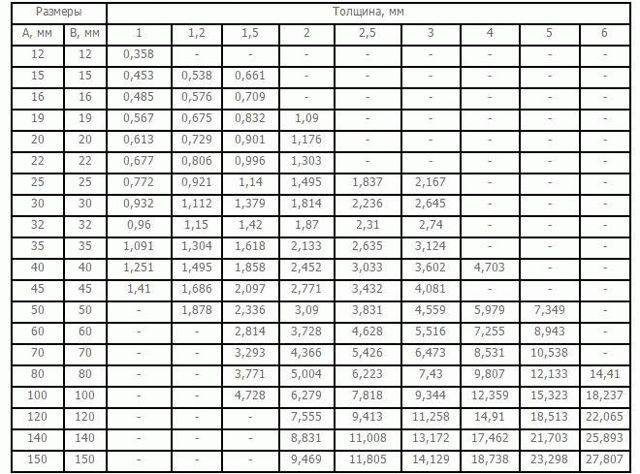
Правоугаона цев
Већина правоугаоних челичних цеви се производи електричним заваривањем директног шава. Асортиман овог типа материјала је назначен у ГОСТ 8645-82, према којем се одређује максимална дебљина зида за цеви одређене величине. На пример, за производ са страницама од 15 и 10 милиметара, дозвољене су дебљине зидова од 1 мм, 1,5 мм и 2 мм.

За цев величине 80 * 60 мм, зидови могу имати дебљину од 3,5 мм, 4 мм, 5 мм, 6 мм и 7 мм.Максималне димензије стандардне правоугаоне цеви могу бити 180*150мм. Са овим параметрима дозвољено је производити производе са дебљином зида од 8 мм, 9 мм, 10 мм, 12 мм.
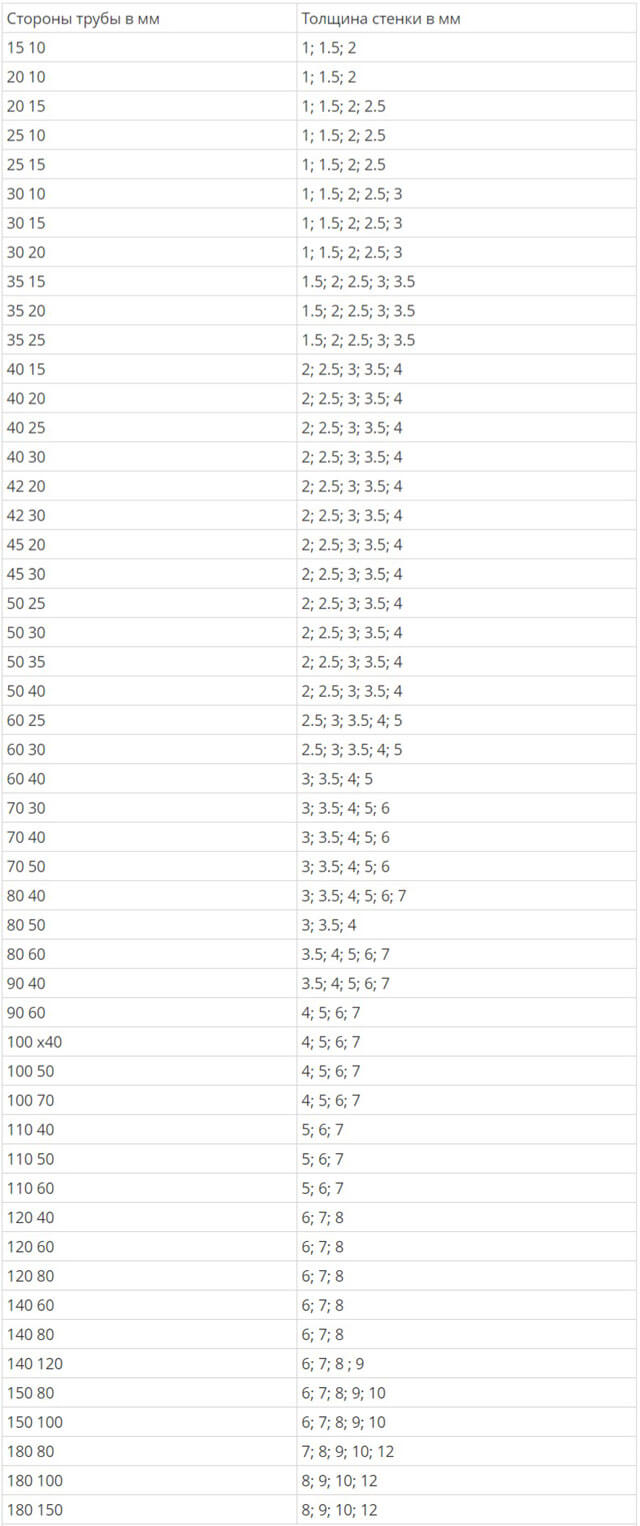
ГОСТ 8645-82 дозвољава производњу челичних цеви нестандардних величина, на пример, 28 * 25 мм или 196 * 170 мм. Дебљина зида таквих производа такође има одступања, односно 1,5 мм и 18 мм.

Додатни документ 8645-68 садржи информације о другој листи правоугаоних челичних цеви. Не постоје посебне разлике између регулаторних докумената. Међутим, други стандард наводи посебне параметре. Омогућавају производњу челичних производа правоугаоног пресека, који имају параметре од 230 * 100 милиметара.
Закључак
Детаљни описи асортимана ст цеви и докумената који регулишу њихову производњу помоћи ће вам да направите прави избор материјала за изградњу и одаберете праве димензије. Срећна градња!



